الکترود جوش گالوانیزه + جوشکاری ورق گالوانیزه

در بین جوشکاری انواع ورقها و فلزات، جوشکاری ورق گالوانیزه و الکترود جوشکاری ورق گالوانیزه از اهمیت بالایی برخوردار است. زیرا این ورقها نسبت به ورقهای دیگر سطح نازکتری دارند و این موضوع حساسیت کار را بیشتر میکند پس آشنایی با انواع جوشکاری ورق گالوانیزه اهمیت بالایی دارد.
سرعت و میزان گرمای وارد شده در سطح نیز اهمیت بالایی دارد. از طرفی، وجود پوششی از روی بر این نوع ورق، موجب میشود که جوشکاری آن با سایر ورقهای فولادی فرق داشته باشد.
در این بین، نباید از الکترود جوشکاری ورق گالوانیزه غافل شد. زیرا نیمی از کیفیت کار به انتخاب و استفاده صحیح و مناسب آن مربوط است. ما پیشتر درباره خرید گالوانیزه توضیح دادهایم و توصیه میکنیم این مطلب را جهت کسب اطلاعات بیشتر درباره ویژگیهای ورق گالوانیزه مطالعه کنید.
بنابراین ما قصد داریم در این مطلب اول به بررسی جوشکاری ورق گالوانیزه و سپس به طور مفصل الکترود جوشکاری ورق گالوانیزه را بررسی کنیم. همراه وبلاگ آیرومارت باشید.
۱-جوش قوس الکتریکی تحت حفاظت گاز محافظ (GMAW)
این روش که به عنوان روش جوشكاری CO۲ نیز شناخته می شود، فرآیندی نیمه اتوماتیک و چند منظوره است، از این روش به طور ویژه در جوشکاری ورق های فولادی و مقاطع نازک استفاده میشود. حضور پوشش روی اثری بر خواص مكانیكی جوش ندارد، اما ممكن است برخی تغییرات ظاهری را به علت پاشش جوش ایجاد کند. پایداری قوس این روش عالی است و عموما تحت تاثیر پوشش گالوانیزه نمیباشد.
استفاده از گاز محافظ حاوی CO۲ (دارای ۱۰۰ درصد CO۲ باشد)، برای فولادهای گالوانیزه قابل قبول است و دیگر نیازی به استفاده از گازهای محافظ گران تر وجود ندارد. نفوذ جوش در این فولادها، کمتر از فولادهای بدون پوشش است و در نتیجه باید گپ های نسبتا پهنتری در جوشهای سر به سر استفاده گردند. تفاوت عمده میان جوشكاری فولادها با پوشش روی و جوشكاری فولادهای بدون پوشش با این فرآیند این است که حرارت ورودی در آن بیشتر است تا بتواند با تبخیر روی آن را از حوضچه حذف کند و دیگر این كه سرعت جوشكاری به منظور سوزاندن پوشش روی در جلوی جوش کمتر است. در تصویر زیر شماتیکی از این فرآیند دیده میشود:
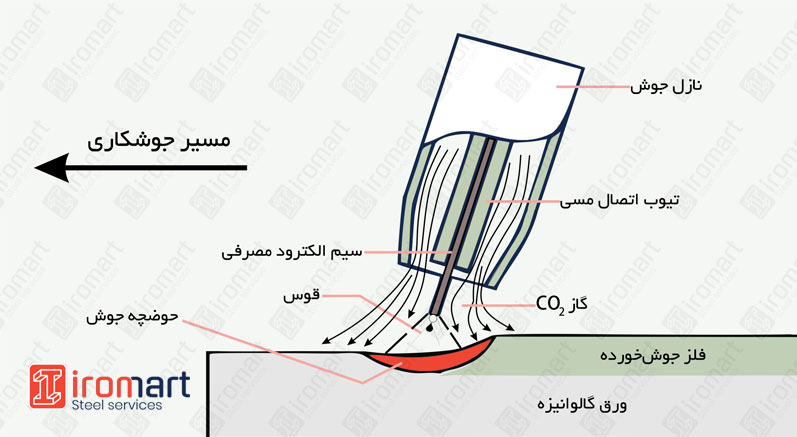
جوش قوس الکتریکی تحت حفاظت گاز محافظ
۲-جوشكاری قوسی با الكترود روکشدار (SMAW)
این فرآیند، متداولترین فرآیند جوشكاری دستی و یکی از روش های جوشکاری قوس الکتریکی است که در آن از الكترودهای روپوش دار استفاده میشود. شرایط جوشكاری برای SMAW و MMAW مشابه با شرایط مورد استفاده برای فولادهای بدون پوشش است. با این حال سرعت جوشكاری ممكن است به دلیل اینكه زاویهی الكترود تا حدود ۳۰ درجه کاهش مییابد و حرکت شلاقی الكترود به جلو و عقب برای حرکت دادن فلز روی ذوب شده به دور از جوش مورد نیاز است، کاهش یابد تفاوت عمده میان جوشكاری فولاد های با پوشش روی و بدون پوشش با فرآیند SMAW این است که فاصلهی ریشه (حداكثر ميزان نفوذ فلز جوش در فلز پايه) باید به منظور نفوذ کامل روی افزایش یابد و میزان پاشش جوش این فولادها نیز کمی بیشتر از فولادهای بدون پو شش است. فرآیند MMAW برای ورق های گالوانیزه با ضخامت ۰/۵ اینچ ( ۱/۲۵ سانتی متر ) و یا بیشتر، توصیه میشود. تفاوت عمده روش MMAW برای ورق های گالوانیزه و ورق های بدون پوشش ( ورق سیاه )، نیاز به حرارت ورودی بیشتر و سرعت جوشکاری کمتر مانند روش قبل است.
البته این امر ممكن است منجر به سیالیت بیشتر سرباره و افزایش پاشش جوش گردد و با افزایش پاشش جوش، خوردگی افزایش می یابد. به طور کلی، جوشكاران می توانند از روندی مشابه با فولاد بدون پوشش استفاده کنند اما توجه به نكات زیر الزامی است:
- از خط جوش بافته ای و حرارت ورودی بیش از حد نیز باید پرهیز کرد، زیرا حرارت بالا ممكن است به پوشش روی مجاور صدمه بزند.
- سنگ زنی لبه ها قبل از جوشکاری، منجر به کیفیت بهتر اتصال جوش داده شده و همچنین باعث کاهش بخارات پوشش گالوانیزه میگردد.
- گپ های نسبتا پهن تری برای دستیابی به نفوذ کامل در جوشهای سر به سر نیاز است.
- طول قوس کوتاه برای همهی حالت ها توصیه میگردد تا کنترل بهتری بر روی حوضچه جوش حاصل شود و از نفوذ بیش از حد و یا سوختگی و بریدگی کناره جوش جلوگیری کند.
- الكترود باید آهسته تر از سرعت معمول حرکت کند و دارای حرکت شلاقی باشد
برای استعلام قیمت لوله کلیک کنید.
در تصویر زیر شماتیکی از فرآیند جوشکاری توسط الکترود روکش دار مشاهده میشود:
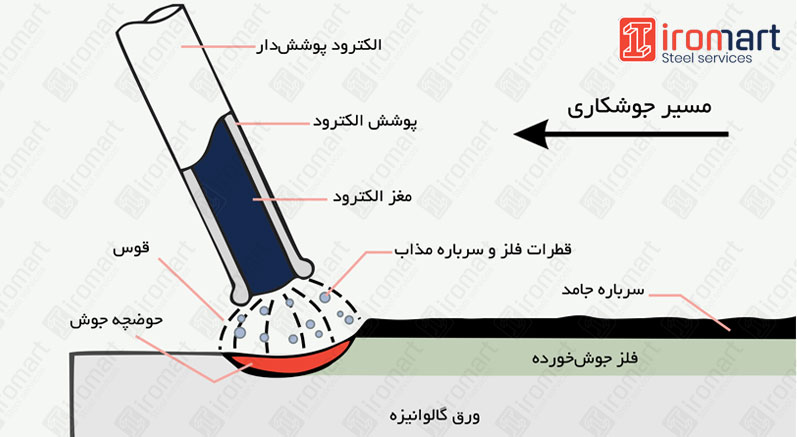
جوشكاری قوسی با الكترود روکشدار
۳-جوشكاری اکسی استیلن
آمادگی لازم برای جوشكاری ذوبی اکسی استیلن مشابه با جوشكاری فولادهای بدون پوشش است. به دلیل سرعت حرکت کم موردنیاز برای اینكه لبههای اتصالات به دمای ذوب برسند، حرارت بیشتر موجب میشود که ناحیه بزرگتری از پوشش روی تحت تاثیر قرار گیرد. بهترین نتایج با این روش زمانی حاصل میشود که فیلر به سمت جلو و عقب حرکت کند و جوش موجی ایجاد گردد.
در این روش جوشكاری، به دلیل سرعت حرکت پایین، پوشش روی در حداقل ۷میلی متر از هر طرفه جوش تبخیر شده و کاملا برداشته میشود و این تغییرات منجر به کاهش مقاومت در برابر خوردگی میگردد. البته ممكن است ظاهر پوشش روی تا ۱۹میلی متر صدمه ببیند. در این روش از گاز استیلن که یک گاز سوختنی میباشد به صورت مخلوط با اکسیژن استفاده میشود، واکنش سوختن این گازها حرارت مورد نیاز برای جوشکاری را تامین میکند. تصویر زیر شماتیکی از این فرآیند را نشان میدهد:
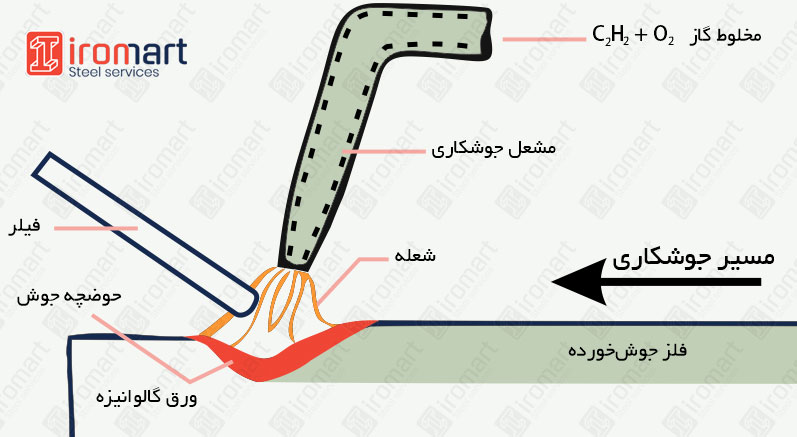
جوشكاری اکسی استیلن
۴-جوشكاری مقاومتی
جوشكاری مقاومتی یا جوشكاری مقاومتی نقطهای معمولا هنگامی استفاده میشود که ورق فولادی متصل شونده نازک تر از ۵ میلی متر بوده و پوشش نیز سبکتر از 300g/m۲ که معادل ضخامت ۴۳ میکرومتر باشد، البته در عمل پوششهای تا 450g/m۲ (ضخامت ۶۵ میکرومتر) را با این روش می توان به خوبی جوش داد، اما طول عمر الكترودهای مسی در این حالت نسبت به پوششهای سبک تر، بسیار کوتاه تر است. معمولا آسیب پوشش در اثر جوشكاری مقاومتی کم بوده و نیاز به تعمیر کمی داشته و یا این كه ا صلا تعمیر نمیگردند. اگر پوشش گالوانیزه ورق گالوانیزه ضخیم باشد، جوشكاری مقاومتی غیرعملی است. در تصویز زیر شماتیک از روش جوشکاری مشاهده میشود:
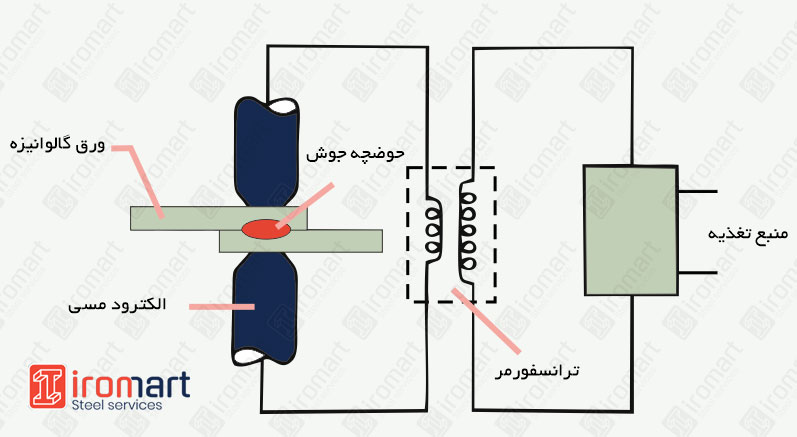
جوشکاری مقاومتی
۵- جوشكاری با اشعهی لیزر
جوشكاری با اشعه ی لیزر یكی از جدیدترین تكنیکهای جوشکاری است که در سالهای اخیر کاربرد گستردهای در بسیاری از صنایع از جمله الكترونیک و اتومبیل سازی یافته است. این فرآیند در تولید قطعات صنعتی شرایطی را فراهم آورده که يا قبل از آن ساخت این قطعات غیرممكن یا بسیار مشكل بوده است. این فرآیند، یک فرآیند جوشكاری ذوبی میباشد هر چند از نظر نوع تجهیزات و نوع فرآیند با دیگر فرآیندهای جوشکاری ذوبی بسیار متفاوت می باشد جوشکاری با لیزر فرآیندی است که در آن به کمک حرارت به دست آمده از برخورد اشعهی نوری به یک سطح، یک منطقهی مذاب و یک به هم آمیختگی از مواد ایجاد میشود که پس از انجماد، یک اتصال بین مواد ایجاد شده است.
این اشعه که به شدت منسجم و متمرکز شده، به سمت سطح قطعه شلیک میشود. هنگامی که اشعهی لیزر روی نقطهی مورد نظر متمرکز میشود، فلز را ذوب کرده و به سرعت یک منطقهی جوش کوچک و باریک با راندمان اتصال بسیار بالا ایجاد میکند، در حالی که کمترین خسارت را به قطعه وارد میکند.
معایب جوشکاری با اشعه لیزر
- اگر قطعات به طور دقیق کنار یكدیگر قرار نگیرند، بریدگی کناره ی جوش رخ میدهد.
- درز جوش باید به خوبی کنترل شود و لبهی قطعات باید به طور کامل با یكدیگر جفت و جور شوند که این امر متضمن صرف هزینه و زمان برای ماشینكاری لبهی قطعات میباشد.
- اگر در اثر تکان خوردن، ضربه و یا هر عامل دیگری قطعات به مقدار بسیار کمی جا به جا شوند، به خاطر کوچک بودن نقطهی کانونی پرتو امكان عبور پرتو از فاصله ایجاد شده بین قطعات وجود دارد.
همانطورکه گفته شد یكی از محدودیتهای جوش لیزر، در جوشكاری ورقههای روی هم میباشد که درز جوش میبایست به خوبی کنترل شود و لبهی قطعات باید به طور کامل با یكدیگر جفت شوند. اگر شكاف عریض باشد، بریدگی کناره ی جوش رخ می دهد و در صورتی که شکاف بیش از حد باشد، دو ورق گالوانیزه به یكدیگر جوش نمیشوند. از این رو، به طور کلی درز جوش میبایست کمتر از ۰/۱ میلی متر باشد. جوشكاری ورقههای روی هم قرار گرفته با پوشش روی نیز یكی دیگر از مشكلات این روش میباشد. چون این ورق های گالوانیزه را بدون درز یا با درزهای بسیار کوچک به هم جوش میدهند، روی تبخیر شده در بین ورقها در قسمت جوش شده باقی مانده و تشكیل حفرههای تخلخلی را میدهد.

الکترود جوشکاری چیست؟
ما پیشتر به طور کامل درباره اینکه الکترود جوشکاری چیست، صحبت کردهایم و پیشنهاد میکنیم این مطلب را مطالعه کنید. اما پیش از آنکه بخواهیم به الکترود مناسب جوشکاری ورق گالوانیزه بپردازیم، ابتدا بهتر است که کمی درباره الکترودها صحبت کنیم. الکترود قطعهای است که یک طرف آن با قطعات الکترونیکی یا نیمهرسانا به یک قسمت غیر فلزی وصل شده و طرف دیگر با قطعات فلزی در تماس است.
در حین عملیات جوشکاری، یک قطعه غیرفلزی به جریان الکتریکی متصل میشود. خود الکترود یک مفتول فلزی است و این مفتول فلزی، لایهای به نام پوشش فلاکس دارد. پوشش فلاکس از موادی مانند اکسید سدیم، آزبست، خاک رس، آهک یا سلولز ساخته میشود و به بهبود عملیات جوشکاری کمک میکند. در نتیجه، از جوش آن برای اتصال قطعات مختلف به یکدیگر استفاده میشود.
پس از ذوب شدن، الکترود در فضای خالی بین قطعات قرار میگیرد و آنها را محکم میچسباند. پوشش فلاکس، قوس الکتریکی را تثبیت میکند. در عین حال به عنوان عایقی برای ایجاد گاز محافظ و سرباره شناور بر روی سطح مورد نظر به کار میرود و باعث افزایش زمان سرد شدن جوش میشود. قطر پوشش فلاکس از قطر اصلی آن اندازهگیری میشود.
بهترین الکترود جوشکاری ورق گالوانیزه
جهت انتخاب بهترین الکترود جوشکاری، باید برخی نکات را در نظر داشته باشد. البته، با توجه به بعضی موارد مانند تفاوت ورق سیاه و گالوانیزه و تفاوت ورق روغنی و گالوانیزه، برای هر نوع ورق الکترود خاصی به کار میرود. بنابراین این نکات به الکترود مناسب برای ورق گالوانیزه مربوط میشوند و باقی ورقها باید به طور جداگانه جستجو شوند. این نکات عبارتاند از:
- جهت جلوگیری از سوراخ شدن ورقها، از الکترود با ضخامت متوسط (۳.۲۵) استفاده میشود. با این حال اندازه الکترود تا حد زیادی به ضخامت ورق بستگی دارد.
- اندازه سر الکترود و اندازه جوش با توجه به ضخامت ورق و نوع دستگاه جوش اندازهگیری میشود.
- برای جلوگیری از ایجاد ترک در جوشکاری ورق گالوانیزه، از الکترودهای حاوی گوگرد کمتر از ۰.۸۵ درصد، سیلیکون کمتر از ۰.۴ و سیلیسیوم کمتر از ۰.۲ درصد استفاده میشود.
- الکترودهای ساخته شده از فلزاتی مانند مس، کروم و زیرکونیوم برای جوشکاری ورق گالوانیزه مناسب محسوب میشوند، زیرا کمتر به قطعه فلز پایه میچسبند.
- از مهمترین الکترودهای جوشکاری ورق گالوانیزه میتوان به الکترود ۷۰۱۴، الکترود ۷۰۱۸، الکترود ۶۰۱۱ و الکترود ۶۰۱۰ اشاره کرد.

ضخامت الکترود جوشکاری ورق گالوانیزه
همانطور که عنوان شد، بهتر است جهت جلوگیری از سوراخ شدن ورقها، از الکترود با ضخامت متوسط (۳.۲۵) استفاده کنید. همچنین بهتر است سرعت جوش بالا و تعداد قوسها را در حد معقول انتخاب کنید. جوشکاری بر روی ورقهای نازک نسبت به سایر محصولات فولادی دشوار است، بنابراین برای حفظ درز یا نقطه جوشِ با کیفیت خوب، باید تمام اصول و قوانین را به دقت رعایت کرد.
توصیه میشود در انتخاب نوع الکترود دقت کنید، زیرا الکترودهای مورد استفاده در جوشکاری تیگ باید اندازه متوسطی داشته باشند. حداکثر ضخامت در نظر گرفته شده برای این محدوده از الکترودها حدود ۲.۵ میلیمتر است و جریان آن بین ۱۰ تا ۲۰۰ آمپر در نظر گرفته میشود. هر چه سرعت کار بیشتر باشد، نقطه جوش کیفیت بهتری دارد.
دستورالعمل جوشکاری ورق گالوانیزه با الکترود
اولین چیزی که باید به آن توجه کنید، انتخاب جریان برق مناسب است. پس از انتخاب جریان مناسب، اکنون هر دو لبه کار که میخواهید به هم وصل کنید را روبروی یکدیگر قرار دهید.
سپس الکترود را در جای مناسب نصب کرده و با رعایت تمامی نکات ایمنی، عملیات جوشکاری را آغاز کنید. در پایان عملیات، الکترودهای جوشکاری با پودر پوشانده میشوند.
این پوششها با توجه به کاربرد به پوششهای قلیایی، سلولزی، روتیلی و اسیدی تقسیم میشوند و با توجه به ضخامت پوشش به دستههای نازک، متوسط، ضخیم و خیلی ضخیم طبقهبندی میشوند. در بین این پوششها، از پوشش اسیدی به دلیل کیفیت پایین در موارد غیرحساس استفاده میکنند.
در حالی که پوشش سلولزی به دلیل کیفیت خوب، اکثرا در جوشکاری به کار میرود. البته این نوع جوش مقاومت کمی در برابر رطوبت دارد که گاهی از معایب آن نیز تلقی میشود.
ما پیشتر درباره انواع جوشکاری مانند جوشکاری الکترود دستی صحبت کردهایم و برای اطلاع از نوع جوشکاری میتوانید این مطالب را مطالعه کنید.

نکات ایمنی در اجرای دستورالعمل جوشکاری ورق گالوانیزه
در حین جوشکاری قطعات فولادی، جوشکاری آلومینیوم، جوشکاری استیل و سایر فلزات، اصول ایمنی و بهداشت باید به طور جدی رعایت شوند.
استفاده از ماسک جوشکاری برای محافظت از چشم و صورت در برابر تشعشعات، استفاده از دستکش مخصوص، لباس ضداشتعال، کلاه ایمنی، عینک جوشکاری، قرار گرفتن در محیط جوشکاری، کفش جوشکاری سبک و عایق، محیط عاری از مواد قابل اشتعال و … اهمیت ویژهای دارند. نهایتا با انتخاب الکترود و دستگاه جوش گالوانیزه باکیفیت، میتوان جوشکاری را با کیفیت عالی انجام داد.
ما در آیرومارت خدمات مربوط به گالوانیزه کردن تمامی قطعات فولادی را با بهترین کیفیت انجام میدهیم. بنابراین نه تنها فقط برای اطلاع از قیمت ورق گالوانیزه و قیمت لوله گالوانیزه میتوانید به ما مراجعه کنید، بلکه برای گالوانیزه کردن قطعات نیز ما در کنار شما هستیم.
الکترودهای نامناسب برای جوشکاری ورق گالوانیزه
فولاد زنگ نزن و برنز آلومینیومی که در کنار فلز روی یا فولاد کربنی قرار میگیرند، به عنوان کاتد عمل میکنند. یعنی در جایی که این فلزات در کنار هم و در معرض رطوبت قرار میگیرند، فولاد کربنی و روی، دچار خوردگی و زنگزدگی میشوند و از فولاد زنگ نزن یا برنز آلومینیوم محافظت میکنند. بنابراین بهتر است از این آلیاژها به عنوان فلزات پرکننده در جوشکاری ورق گالوانیزه استفاده نشود.

خرید انواع مقاطع فولادی گالوانیزه از آیرومارت
در این مقاله به بررسی الکترود ورق گالوانیزه پرداختیم. در صورت نیاز به گالوانیزاسیون مقاطع خود، میتوانید درباره گالوانیزه کردن آهن نیز مطالعه کنید و خدمات مذکور را از آیرومارت دریافت نمایید. همچنین علاوه بر اطلاع قیمت از قیمت ورق روغنی، قیمت پروفیل و سایر محصولات، بهترین ورق گالوانیزه ایران را خریداری کنید. جهت کسب اطلاعات کافیست با شماره ۰۲۱۴۵۳۰۶ تماس بگیرید و از طریق کارشناسان مجرب راهنمایی شوید.
کارشناسان مشاور آیرومارت
-
-
-
 عباس ابراهیمی
کارشناس ارشد بازرگانی
۰۲۱-۴۵۳۰۶
عباس ابراهیمی
کارشناس ارشد بازرگانی
۰۲۱-۴۵۳۰۶




