برشکاری ورق فولادی، ساخت عدسی مخزن و سایر فرآیندهای ثانویه کالای ورق

آیرومارت، برشکاری کلیه مقاطع فولادی را بر عهده میگیرد.
پس از خرید ورق فولادی این کالا برای ساخت تجهیزات مختلفی مورد استفاده قرار میگیرد. جهت استفاده از ورق فولادی معمولا فرایندهای ثانویهای روی کالا انجام میگیرد تا آماده استفاده شود. از جمله این فرآیندها میتوان به سایز کردن ورق، ایجاد طرح اتصال مناسب یا خمکاری و اموری از این دست اشاره کرد.
در این مقاله تلاش بر آن است تا مروری بر تعدادی از اصلیترین امور جانبی این کالا مثل برشکاری ورق فولادی داشته باشیم. مواردی که در این مطلب به آنها اشاره شده است، در در دسته خدمات بازرگانی فولاد آیرومارت قرار دارد. شما میتوانید پس از خرید ورق مورد نظر خود از ما، فرآیندهای جانبی آن را نیز به ما بسپارید. لازم به ذکر است میتوانید با کلیک روی لینک قیمت ورق فولادی از بهروزترین قیمت انواع ورق از جمله قیمت ورق سیاه، ورق روغنی، ورق گالوانیزه و … دیدن فرمایید.
در ویدئوی زیر برشکاری به کمک لیزر را مشاهده میکنید:
روش های برشکاری ورق فولادی
محصول نهایی کارخانههای نورد به صورت رول یا شیت فابریک خارج میشود. رول و شیت فابریک، عرض و طول مشخصی دارند. برای استفاده از ورقها در ابعاد مورد نیاز، بایستی برش داده شوند. در حالت سنتی، برشکاری ورق فولادی به صورت دستی انجام میشود. اما امروزه روشهای مدرنی برای برشکاری ورق فولادی وجود دارد.
برای انتخاب روش برش باید به عوامل مختلفی مثل ضخامت ورق اولیه، کیفیت محصول نهایی برش، ابزارهای مورد استفاده و هزینه توجه کرد. مهم ترین عامل تعیینکننده در انتخاب روش برشکاری ورق فولادی، ضخامت است. زیرا مقاومت ورق با ضخامت آن رابطه مستقیمی دارد و همه روشها توانایی بریدن هر ضخامتی را ندارند. در ادامه به معرفی این روش ها، مزایا و معایب هر کدام میپردازیم.

واترجت
در گذشته با مشاهده اثری که آب با فشار بالا در طبیعت بر روی سنگها میگذاشت، از آب خالص با سرعت بالا برای بریدن مواد نرم استفاده میکردند. با پیشرفت دانش و گذشت زمان، از ترکیب مواد ساینده با آب برای برش مواد سخت تر مثل فلز، سنگ، شیشههای ضد گلوله و پلاستیک استفاده شد.
بسته به جنس مادهای که باید برش داده شود از سیلیکون کارباید، سیلیس و یا لعل به عنوان ماده ساینده استفاده میشود. برای برشکاری ورق فولادی به روش واترجت با راندمان مناسب، باید حجم آب و مواد ساینده، نسبت مشخصی داشته باشند.
مزایا و معایب واتر جت
از جمله مزیت های خوب این روش عدم تولید زباله و مصرف پایین آب است. برش ورق آهن با واترجت محدودیت ضخامتی ندارد. این روش برشکاری به دلیل اینکه گرما تولید نمیکند، لبه ورق دچار تغییر شکل گرمایی نمیشود و میتوان از آن برای بریدن مواد حساس به گرما استفاده کرد.
لیزر
لیزرها بر حسب نوع کاربرد، انواع مختلفی دارند که در این بین، لیزر جامد و گازی در صنعت بیشتر مورد استفاده قرار میگیرند. برای برش فلزات از لیزرهای C و YAG استفاده میشود. لیزر C برای برشکاری ورق فولادی، برش ورق آهن و فلزات آلیاژی و لیزر YAG برای برش و حکاکی غیرفلزات، فلزات و کامپوزیتها بهکار میرود.

مزایا و معایب برش ورق فلزی با لیزر
برشکاری ورق فلزی در این روش، کاملا اتوماتیک است اما محدودیت ضخامتی دارد و ورقهای بیشتر از ۳۱ میلیمتر را نمیتواند برش دهد. در ضخامتهای بیشتر از ۲۵ میلیمتر برای برش با کیفیت باید برخی فاکتورها را کنترل کرد که این موارد عبارتند از:
- وضعیت نازل
- خلوص گاز
- کیفیت پرتو
به دلیل پایین بودن سرعت واکنش آهن و اکسیژن، سرعت برش پایین است. این روش نیز جزء روشهای گران قیمت برشکاری ورق فولادی محسوب میشود.
هواگاز
هوابرش نام دیگر برش هواگاز است که برای برشکاری ورق فولادی کاربرد دارد. در این روش از یک مشعل پاشش گاز استیلن و جریان اکسیژن برای برش ورق فلزی استفاده میشود. پاشش گاز استیلن باعث برافروخته شدن فلز میشود. جریان اکسیژن سبب اکسید شدن فلز برافروخته شده و با ایجاد حرارت، عمل برش را تداوم میبخشد. این روش از روشهای قدیمی برش محسوب میشود که امروزه کمتر کاربرد دارد.
مزایا و معایب هواگاز
برش هواگاز قابلیت برش تمام فلزات را دارد و برای برشکاری ورق فولادی با ضخامت نسبتا بالا مناسب است. سرعت برش در این روش پایین است و باعث میشود تا لبههای برش دقیق و یکنواخت باشد.
برش ورق با پلاسما
در این روش یک گاز نجیب با سرعت بالا از نازل دمیده میشود و با ایجاد یک قوس الکتریکی در محل خروج گاز و سطح فلز، گاز به حالت پلاسما در میآید و حرارت تولید میشود. روش بیشتر برای برشکاری ورق فولادی کم کربن کاربرد دارد.
مزایا و معایب پلاسما
کیفیت، دقت، سرعت کار و انعطاف پذیری، از جمله مزیتهای این روش است. برای برشکاری ورق فولادی با ضخامت کمتر از ۳ میلیمتر از پلاسما استفاده میشود. برای ضخامت های بالا هم میتوان از این روش استفاده کرد ولی نیاز به پلاسمای خاص است که افزایش هزینه تمام شده را در پی دارد.
برش ورق فولادی پلاسما با ایجاد امواج صوتی و گازهای آلاینده، برای انسان و محیط زیست خطرناک است.
گیوتین
از دیگر روش های برشکاری ورق فولادی، برش با گیوتین است که دستگاه آن در سه مدل مکانیکی، پدالی و هیدرولیکی موجود است. برای ورقهای نازک از گیوتین مکانیکی و برای ورقهای با ضخامت بالا از گیوتین هیدرولیکی استفاده میشود.
برش با دستگاه گیوتین به کمک تیغههای ساخته شده از فولاد کرومدار صورت میگیرد. البته جنس تیغههای مورد استفاده متناسب با جنس ورق تغییر میکند. از گیوتین برای بریدن فلزات کربنی و آلیاژی استفاده میشود.

مزایا و معایب گیوتین
دستگاه برش ورق گیوتین، اتوماتیک کار میکند و از نظر اقتصادی روش خوبی برای برشکاری ورق فولادی بهشمار میرود. اما از معایب این روش میتوان گفت که ممکن است ورق دچار لهیدگی شود و یا تیغهها به دلیل کم بودن لقی به هم گیر کنند.
برشکاری ورق فولادی با دستگاه CNC
یکی از بهترین روشهای برشکاری بر اساس دقت و سرعت عمل بالا روش CNC است. دستگاه برش cnc برای دریافت نقشه برش به یک کامپیوتر متصل میشود. در این روش، طراحی نقشه مورد نظر توسط اپراتور. صورت میگیرد. صفحه نگهدارنده دستگاه طوری طراحی شده که کمترین سطح تماس را با ورق داشته باشد. درنهایت و پس از پایان طراحی، کار برش ورق با دقت بالایی به وسیله یک تفنگ لیزری انجام میشود.
در این ویدیو، برش ورق با CNC نشان داده شده است:
پخ زنی ورق یا ایجاد طرح اتصال
برای اتصال دو ورق یا دو محصولی که از ورق تولید شدهاند مثل لوله فولادی، باید محل اتصال آنها را پیش از جوشکاری آماده کرد. برشکاری ورق، مقدم بر هر اقدام ثانویه دیگری است بنابراین پس از سایز کردن دقیق ورق میتوان محل اتصال را آماده کرد.
به آماده سازی محل اتصال، پخ زنی یا کونیک زنی گفته میشود. این کار افزایش مقاومت جوش در آن ناحیه را ایجاد میکند. پخ زنی در اشکال مختلفی قابل انجام است. البته هر یک از این اشکال، استاندارد مشخصی دارند و باید به دقت انجام شود.
برای انجام پخ زنی، باید از برشکاری ورق فولادی کمک گرفت و لبه ورق را به شکل مورد نظر در آورد. پخ زنی به هر شکلی که صورت بگیرد با کنار هم قرار گرفتن دو ورق باعث ایجاد یک طرح اتصال مشخص میشود. در ادامه این طرح ها را مورد بررسی قرار دادهایم.
اتصال لب به لب
این نوع طرح با گوشههای کاملا قائم ورق فولادی بدست میآید. طرح اتصال لب به لب برای قطعاتی با ضخامت کمتر از ۱۰ میلیمتر کاربردی است. در شکل زیر شماتیک این طرح اتصال دیده میشود:
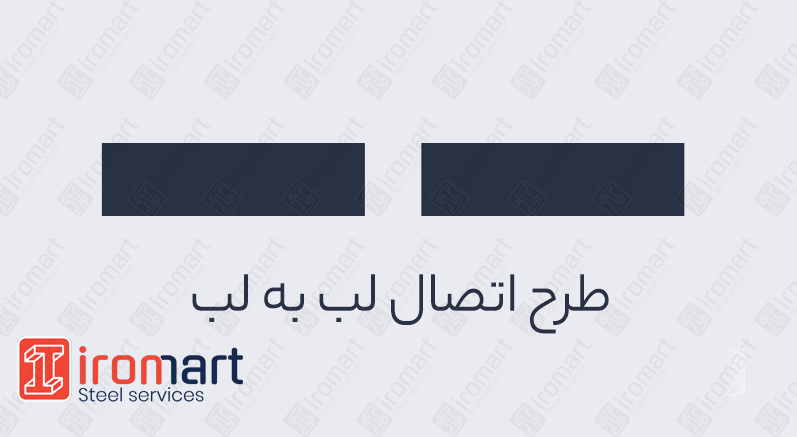
اتصال لب به لب دو ورق
اتصال V شکل
پخ زنی در این حالت به شکلی است که دو ورق با کنار هم قرار گرفتن لبههایش حرف V را شکل میدهند. برشکاری ورق در لبهها در این حالت باید با دقت بالایی انجام شود. این نوع طرح برای قطعات با ضخامت ورق بیشتر از ۱۰ میلیمتر کاربرد دارد. به طرح اتصال یک ورق کونیک V و یک ورق گونیا، طرح Y گفته میشود. در شکل زیر شماتیک طرح V دیده میشود:
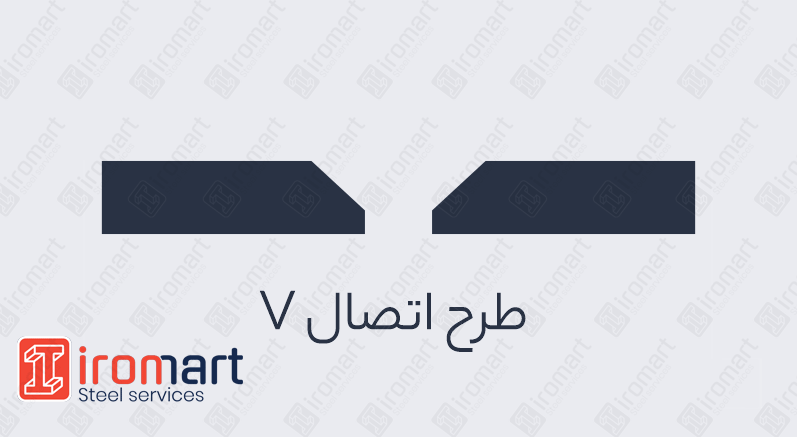
اتصال v شکل دو ورق
اتصال X شکل
در این حالت محل اتصال دو ورق کونیک شده به شکل حرف X خواهد بود. معمولا از این نوع طرح اتصال برای قطعات سنگین استفاده میشود. همچنین طرح حاصل از اتصال ورق کونیک X با ورق گونیا، طرح K نام دارد. شکل زیر این نوع طرح اتصال را نشان میدهد:
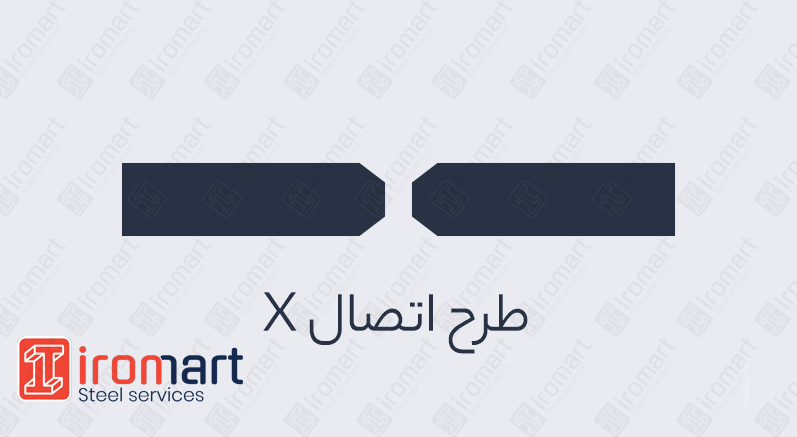
اتصال x شکل دو ورق
اتصال U شکل
این طرح یک نوع پخ زنی است که جوشکاری آن کیفیت بسیار بالایی دارد. جهت رسیدن به این طرح، برشکاری ورق در لبهها به صورت منحنی باید انجام شود. این نوع طرح برای قطعات تا ضخامت ۱۸ میلیمتر مناسب است. به طرح بین یک ورق با لبه کونیک شده U و یک ورق گونیا، طرح اتصال J گفته میشود. شکل زیر شماتیک طرح اتصال U را نشان میدهد:
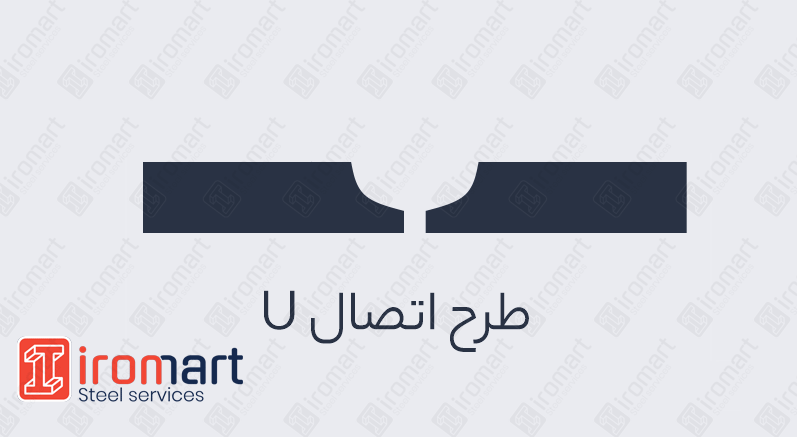
اتصال U شکل دو ورق
اتصال U شکل دو طرفه
این نوع هندسه پخ زنی برای قطعات با ضخامت بیشتر از ۱۸ میلیمتر مورد استفاده قرار میگیرد. هزینه این نوع کونیک زنی بیشتر از سایر انواع است. در شکل زیر، تصویر اتصال این هندسه کونیک دیده میشود:
اتصال U شکل دو طرفه
خمکاری ورق فولادی
خمکاری ورق یکی دیگر از خدمات با کیفیت آیرومارت است. در برخی کاربردها مانند ساخت بدنه یک مخزن باید از ورق های منحنی استفاده کرد. رسیدن به ورق های منحنی فقط از طریق خمکاری ورق ممکن است. این فرآیند در کنار برشکاری ورق فولادی جزء اصلیترین فرآیندهای جانبی ورق بهشمار میرود.
برای خمکاری ورق روشهای متعددی وجود دارد اما معمولترین آنها، خمکاری سه غلتکه است. به این منظور کالا در دستگاه قرار میگیرد، یک غلتک از بالا و دو غلتک از پایین با فشار فراوان و به تدریج خمکاری را انجام میدهند و امکان رسیدن به خمهای کامل دایرهای نیز در این روش وجود دارد. برای مشاهد نحوه فرآیند خمکاری بر روی لینک کلیک کنید.
ساخت عدسی مخزن
برای ساخت عدسی مخزن ابتدا یک پولکی از ورق جدا میشود. پولکی به کمک برش ورق با CNC یا لیزر به صورت یک دایره صورت میگیرد. یعنی برای این منظور نیز باید از برشکاری ورق فولادی استفاده شود. پولکی معمولا به عدسی مخزن تبدیل میشود اما به صورت عدسی نشده نیز قابل ارائه است. ساخت عدسی با یکی از روشهای پرس یا رولفرمینگ انجام میشود.
کاربرد عدسی برای ایجاد بخشهای ابتدا و انتهای یک مخزن پرفشار است. به همین دلیل یک قطعه حساس به شمار میرود. فرآیند ساخت عدسی باید طبق استاندارد انجام شود. آیرومارت سفارشات ساخت عدسی مخزن را تحت ضوابط و شرایط خاصی میپذیرد. از همین رو جهت کسب اطلاعات بیشتر با کارشناسان ما در این حوزه تماس حاصل کنید.
مقطع چراغ قوه چیست؟
چراغ قوه اصطلاحا به قطعهای گفته میشود که برای اتصال دو مقطع غیر هم اندازه مورد استفاده قرار میگیرد. برای مثال در پروژهای ممکن است سایز ستون جعبهای اسکلت فلزی به دلایلی تغیر کند. برای اتصال محکم دو ستون جعبهای با سایزهای مختلف از اتصال چراغ قوه استفاده میشود. برای ساخت چراغ قوه نیاز به برشکاری ورق وجود دارد. به این ترتیب که ابتدا قطعات چراغ قوه در ابعاد مورد نظر برش میخورند و سپس به کمک جوشکاری به هم متصل میشوند و قطعه چراغ قوه ساخته میشود.
اسید شویی ورق
اسید شویی یا pickling فرآیندی است که طی آن آلودگیهای سطح ورق به خصوص چربیهای روی آن از بین میرود. این فرآیند معمولا به کمک اسید کلریدریک رقیق شده انجام میشود. پس از فرآیند نورد ورق، قطعه آغشته به مقدار زیادی روغن خواهد بود. این روغن از تجهیزات به ورق منتقل شده یا به عنوان روانکار حین نوردکاری تزریق شده است. همچنین ورقهای نورد گرم شده دچار اکسیداسیون سطحی میشوند. فرآیند اسیدشویی این لایههای اکسیدی را نیز به طور کامل از بین میبرد. همین فرایند منجر شده تا قیمت ورق اسید شویی از قیمت ورق نورد گرم ساده بیشتر باشد.
گالوانیزه کردن
به منظور ایجاد یک لایه محافظ بر روی ورق از فلز روی استفاده میشود. این پوشش در حالت گرم به کمک حمام مذاب روی اعمال میشود. همچنین در حالت سرد از فرآیند الکترولیز برای ایجاد پوشش استفاده میشود. ورق گالوانیزه در بازار موجود است، اما ممکن است مطابق با شرایط درخواستی فرد نباشد. شما میتوانید با کلیک روی قیمت ورق گالوانیزه قیمت به روز این محصول را مشاهده کنید. آیرومارت ارائه دهنده خدمات گالوانیزه کردن ورق فولادی با شرایط مورد نظر شماست.
آیرومارت، ارائه دهنده تمامی خدمات حوزه آهن آلات
در این مطلب سعی کردیم تا به فرایندهای ثانویهای که روی ورق فولادی انجام میشود مانند انواع روش های برش ورق، خمکاری، کونیک، برش ورق با دستگاه cnc و … صحبت کنیم. تمامی این خدمات را میتوانید در بازرگانی فولاد آیرومارت انجام دهید.
از دیگر خدمات آیرومارت برای کالای ورق میتوان به موارد زیر اشاره کرد:
- نوردکاری اسلب یا ورقهای ضخیم
- خمکاری ورق در اشکال خاص
- سوراخکاری و پانچکاری ورق فولادی در هندسههای مختلف
- پرسکاری برای ایجاد اشکال مختلف
- جوشکاری جهت اتصال چند ورق و تسمههای فولادی
- برشکاری ورق گالوانیزه
جهت کسب اطلاعات بیشتر دررابطه با هرکدام از این خدمات، کافیست با شماره 02145306 تماس بگیرید یا اینکه ازطریق چت آنلاین سایت، مشاوره فنی دریافت کنید.
کارشناسان مشاور آیرومارت
-
-
-
 عباس ابراهیمی
کارشناس ارشد بازرگانی
۰۲۱-۴۵۳۰۶
عباس ابراهیمی
کارشناس ارشد بازرگانی
۰۲۱-۴۵۳۰۶




