آیرومارتآشنایی با فولاد اکسین خوزستان و به روزترین خط نورد گرم کشور
آشنایی با فولاد اکسین خوزستان و به روزترین خط نورد گرم کشور
5/5 - (5 امتیاز)
لینک صفحه کپی شد
لینک صفحه کپی شد
۵/۵ - (۵ امتیاز)
ورق اکسین که برند مطرح در بازار آهن آلات شناخته میشود، به نام تولید کننده آن، یعنی فولاد اکسین خوزستان، شهرت دارد. فولاد اکسین خوزستان در سال ۱۳۸۴ در کنار کارخانه فولاد خوزستان احداث شد. این مجموعه به عنوان طرح توسعهای این شرکت در ۱۰ کیلیومتری جاده اهواز-ماهشهر به منظور برطرف کردن نیاز کشور به ورقهای عریض فولادی تاسیس گشت. پس از مدتی تصمیم بر استقلال این شرکت گرفته شد. خط تولید پیشرفته و محصولات خاص فولاد اکسین خوزستان سبب شده که به یکی از اثرگذارترین واحدهای تولیدی فولاد در کشور تبدیل شود.
ورق اکسین که محصول نهایی خط نورد گرم است، از استحکام بالایی برخوردار است. این کالا در دو گرید آلیاژی st37 و st52 تولید و به بازار عرضه میگردد. صنایع متعددی نظیر خودروسازی، کشتی سازی، نفت و گاز و پتروشیمی به عنوان بازار مصرف ورق اکسین شناخته میشوند. حجم بالای نیاز ورق در صنایع مذکور موجب شده تا قیمت ورق سیاه اکسین اهواز و سایر گریدهای آن، از جمله عوامل موثر بر پروژههای در دست اجرا است.
در خط تولید کارخانه فولاد اکسین اهواز از بهترین و بروزترین تجهیزات روز دنیا استفاده میشود. بهرهگیری از ماشین آلات مدرن بر کیفیت ورق اکسین اثرگذار است. در ادامه این مقاله با روش تولید ورق اکسین بیشتر آشنا خواهید شد.
کارخانه فولاد اکسین خوزستان
فولاد اکسین خوزستان در زمینی به مساحت ۱۶۰ هکتار تاسیس و در سال ۱۳۸۷ به بهره برداری رسید. هدف اصلی این مجموعه تامین نیاز به ورق فولادی عریض و آلیاژی با استحکام بالا در صنایع از جمله نفت و گاز، پتروشیمی و دریایی بود. سهامداران اصلی فولاد اکسین خوزستان ، شرکت سرمایه گذاری صندوق بازنشستگی کشور، گروه ملی صنعتی فولاد ایران و شرکت سرمایه گذاری تامین اجتماعی است. این کارخانه در اهواز بنا شده است و یکی از پیشرفتهترین کارخانههای نوردی مجهز به واحد عملیات حرارتی در کشور و خاورمیانه میباشد. فولاد اکسین اهواز به عنوان تنها واحد تولید کننده ورق فولادی تا عرض ۴.۵ متر با ضخامتهای مختلف و مقاومت بالا در خاورمیانه نقش مهمی در صنعت فولاد کشور ایفا میکند. ظرفیت اسمی تولید ورق اکسین، ۱,۰۵۰,۰۰۰ تن در سال می باشد که ۲۱۰,۰۰۰ تن از این مقدار عملیات حرارتی پذیر است.
ماده اولیه مورد استفاده در فولاد اکسین خوزستان اسلب فولادی در ابعاد مختلف است. ورقهای تولیدی این کارخانه در صنایع مختلف مانند لولههای انتقال نفت و گاز، مخازن تحت فشار، مخازن بزرگ ذخیره سازی مایعات نفتی و شیمیایی، کشتی سازی، دیگهای بخار صنعتی و نیروگاهی، سازههای فلزی و پل سازی استفاده میشوند. ویژگی منحصر به فرد فولاد اکسین خوزستان خط نورد پیشرفته آن است که توانایی نورد عرضی ورق ها را نیز دارد. نورد عرضی سبب میشود دانهبندی ورق ریزتر شده و در نتیجه خواص مکانیکی ورق به طور چشمگیری افزایش مییابد.
با کلیک روی لینک قیمت ورق سیاه، قیمت به روز این کالا از این برند را مشاهده کنید.
فرایند نورد گرم را در ویدیو زیر تماشا کنید.
فرآیند تولید ورق اکسین
اسلبهای فولادی در ابعاد استاندارد در کارخانههای تولید فولاد به روش ریختهگری مداوم تولید میشود. سپس به فولاد اکسین خوزستان برای تولید ورق منتقل میگردد. ابعاد این تختالها در محدوده زیر است:
ضخامت: ۱۱۰ تا ۳۰۰ میلیمتر
عرض: ۱۲۰۰ تا ۲۲۰۰ میلیمتر
طول: ۳۰۰۰ تا ۴۵۰۰ میلیمتر
پیش گرم
تولید ورق اکسین با پیش گرم کردن شمشها شروع میشود. اسلبها وارد کورههای پیشگرممیشوند. این کورهها از نوع حرکت گامی بوده و در طول ۳۴/۷ متر، عرض ۱۰ متر و ارتفاع ۴/۵ متر طراحی شدهاند.
اسلبها توسط جرثقیلهای موجود در اسلب یارد بر روی میز شارژ قرار میگیرند. سپس به صورت اتوماتیک و با ترتیب خاصی بر روی میز غلتکی حرکت مینمایند تا پس از توزین جهت شارژ به کوره فرستاده شوند. مراحل شارژ و تخلیه اسلبها توسط ماشین بصورت اتوماتیک انجام میگردد.
به طور کلی ۵۸ مشعل وظیفه گرمایش اسلب ها را بر عهده دارند و دمای اسلبها با ترموکوپل کنترل میشود. سوخت این کورهها گاز طبیعی است. هوای پیشگرم توسط فنهایی به اسلبها اعمال میشود. آنالیز گازهای خروجی از کوره توسط آنالیزورهای نصب شده بصورت online اندازه گیری میشود.
همچنین فرآیند حرکت مواد داخل کوره توسط دوربینهایی کنترل میگردد، که این فرآیند توسط ستونها و تیرهای ثابت و متحرک صورت میپذیرد. خنک سازی ستونها و تیرهای داخل کوره به کمک سیستم آبگرد انجام میشود. تختال ها تا دمایی در حدود ۱۲۰۰ درجه سانتیگراد گرم می شوند. پس از حل شدن عناصر آلیاژی و همگن سازی، اسلبها از کوره خارج میشوند.
پوسته زدایی
با توجه به این که در درجه حرارت بالا سطح اسلب فولادی دچار اکسیداسیون میشود، لازم است پیش از انجام نورد سطح اسلب پوسته زدایی شود. پوسته زدایی منجر به حذف لایههای اکسیدی از سطح اسلب میشود. این فرآیند به کمک فشار بالای آب (در حدود ۲۲۵ بار) که به کمک اسپری به سطح اسلب اعمال میشود، صورت میگیرد.
نوردکاری
بعد از عملیات پوسته زدایی، اسلب وارد قفسههای نورد میشود. قفسه نورد دارای ۴ غلتک است که ۲ غلتک آن کاری هستند و ۲ غلتک دیگر غلتکهای پشتیبان هستند تا مانع خمیدگی و کاهش دقت ابعادی ورق اکسین شوند. نورد اسلب به صورت رفت و برگشتی بوده که در صورت نیاز با استفاده از میز چرخان و جکهای آن، اسلب را ۹۰ درجه چرخانده و در همان حالت وارد قفسه نورد می شود. بدین صورت میتوان عرض اسلب را افزایش داد و به عرض ورق درخواستی رساند.
همچنین به کمک دستگاههای Xray و اشعه گاما تغییرات ابعادی اسلب با دقت مانیتور میشود. تکنولوژی مورد استفاده در فولاد اکسین خوزستان به گونه ای است که قابلیت نوردکاری به سه صورت نورد معمولی، نورد کنترل شده از دما و نورد ترمومکانیکال را دارد.
پس از رسیدن ورق به ابعاد دقیق یک سیستم خنک کاری مورد نیاز است تا دانه بندی مورد نظر برای ورق اکسین ایجاد شود. به کمک اسپریهای تعبیه شده در بالا و پایین مقطع، ورق تا دمای مورد نظر خنک میشود. با خنک کاری ورق در دمای مورد نظر دانه بندی مورد نیاز ایجاد میشود و خواص مکانیکی ورق بهبود پیدا میکند. پس از خنک کاری آب باقی مانده بر روی ورق با فشار بالای هوا از سطح ورق زدوده میشوند.
مرحله صافکاری
سپس ورق در مرحله صافکاری یا لولیگ قرار میگیرد تا خمیدگیهای اتفاقی در سطح ورق از بین برود. این خمیدگیها به کمک ۹ غلتک که ۴ تای آنها در بالا و ۵ عدد از آنها در پایین تعبیه شدهاند، از بین میروند. سپس ورق جهت خنک کاری به بسترهای خنک کننده منتقل می شود.
بازرسی غیر مخرب ورق اکسین
در این مرحله ورق اکسین تولید شده، به صورت غیرمخرب به کمک بازرسی چشمی (VT) و تست اولتراسونیک(UT) مورد بررسی قرار می گیرند و بدین ترتیب تمام عیوب احتمالی مشخص شده و گزارش می شوند. در صورتی که ورق حاوی عیوبی مانند ترک، حفره یا مک باشد در این مرحله مشخص شده و محل آنها تعیین می شود. در صورت امکان این عیوب برطرف میگردد و در غیر این صورت ورق از خط تولید خارج میشود.
معروفترین تست غیر مخرب را تست اولتراسونیک میتوان در نظر گرفت. شما با کلیک روی لینک زیر میتوانید اطلاعات کاملی در خصوص انواع تست غیر مخرب کسب کنید:
در مرحله آخر، به منظور برش ورق در ابعاد مورد نظر مشتری، سه نوع قیچی در کارخانه قرار گرفته است.
قیچی لبه زن(Trimming machine) : لبه های ورق با این قیچی برش داده می شود.
قیچی برش طولی(slitting machine) : در صورت نیاز به کاهش عرض ورق، پس از لبه زنی با این قیچی، ورق را به صورت طولی برش می دهند.
قیچی برش عرضی (Dividing machine): سر و ته ورق به منظور انجام تست های آزمایگشاهی برش داده می شود.
موجگیر سرد: به منظور رفع موج های احتمالی در ورق های با ضخامت کمتر از ۲۵ میلیمتر استفاده می شود.
در آخر ورق ها وزن شده و پس از بسته بندی به انبار منتقل می شوند.
عملیات حرارتی
در نهایت ورق اکسین به ناحیه عملیات حرارتی منتقل میشود تا خواص نهایی خود را پیدا کند. در این ناحیه معمولا به کمک عملیات حرارتی کوئنچ تمپر و نرماله کردن، خواص مورد نظر در ورق ایجاد میشود. تجهیزات موجود در فولاد اکسین خوزستان شامل: کوره آستنیته/ نرماله (ANF)، کوره تمپر/نرماله(TNF) ، ماشین کوئنچ پیوسته، دستگاه موجگیر نیمه گرم (بین ۲۰۰ الی ۶۰۰ درجه) و بسترهای خنک کننده است. در مقاله مربوط به عملیات حرارتی اطلاعات کاملی در خصوص این عملیات و تاثیر آن بر خواص ورق مورد بحث قرار گرفته است.
خط تولید فولاد اکسین خوزستان
آزمایشگاه کنترل کیفیت ورق اکسین
آزمایشگاه کنترل کیفی کارخانه فولاد اکسین خوزستان شامل ۵ قسمت می باشد:
کارگاه ساخت نمونه های آزمایشگاهی
آزمایشگاه خواص مکانیکی
آزمایشگاه متالوگرافی
آزمایشگاه کوانتومتری
آزمایشگاه سیالات
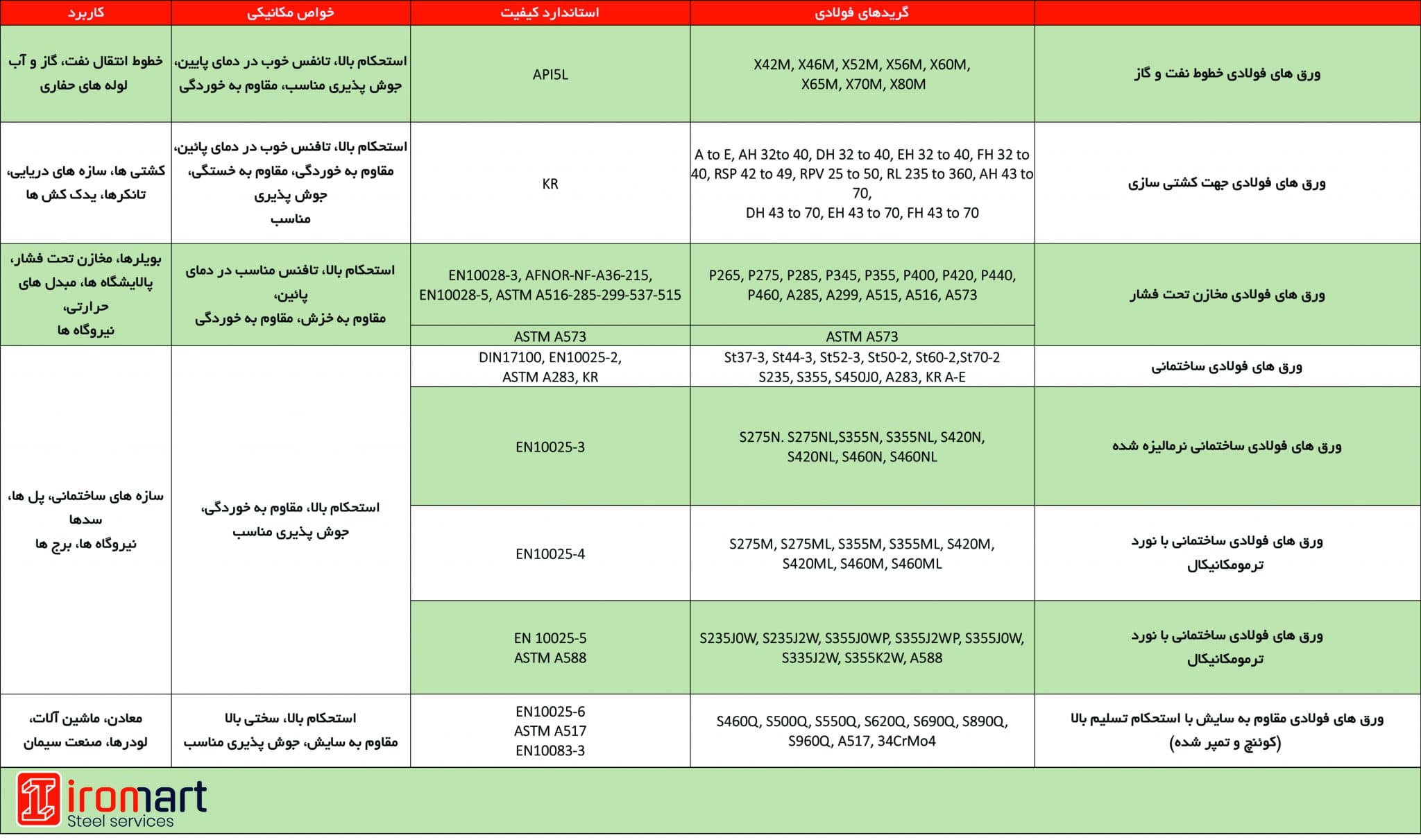
محصولات فولاد اکسین خوزستان و ویژگی آن ها
در جدول زیر میتوانید لیست کامل محصولات فولاد اکسین خوزستان را مشاهده کنید:
استعلام قیمت ورق اکسین
ورق فولاد اکسین خوزستان به علت تکنولوژی مورد استفاده در خط تولید آن، یکی از با کیفیتترین ورق های موجود در کشور است. به همین خاطر بسیاری از خریداران به دنبال استعلام قیمت ورق اکسین به صورت روزانه هستند. آیرومارت به عنوان تامین کننده انواع مقاطع فولادی، توانایی تامین محصولات فولاد اکسین خوزستان را برای مشتریان خود دارد.