در صنایع مختلف بهندرت با قطعاتی روبهرو میشویم که بهصورت یکپارچه تولید شده باشند. معمولاً هر قطعه چندین جزء دارد که به روشهای گوناگون بههم متصل شدهاند. جوشکاری یکی از روشهای اتصال دائم قطعات به هم است و انواع جوشکاری کاربردهای تکنولوژیکی فراوان دارد.
از سوی دیگر، سیر صعودی قیمت آهن الات از جمله قیمت میلگرد در بازار، اهمیت رعایت اصول جوشکاری را دوچندان میکند؛ چرا که اشتباه در ایجاد اتصالات ممکن است در بسیاری مواقع به اتلاف ماده اولیه منجر میشود و خسارات مالی به دنبال دارد.
در این مقاله از آیرومارت تعریف جوشکاری و انواع آن را بررسی میکنیم.
تاریخچه جوشکاری در ایران
جوشکاری مدرن در سال ۱۸۰۰ و از زمانی شروع شد که سر همفری دیوی (Sir Humphry Davy) با استفاده از یک باتری و دو الکترود کربن، قوس الکتریکی را کشف کرد.
از آن زمان، جوشکاری به شکلهای بسیار متنوعی انجام شده است و انواع جوشکاری راه را برای استفاده از آن در کاربردهای مختلف، از پروژههای کوچک DIY گرفته تا مجموعههای تولیدی در مقیاس بزرگ، هموار کرده است.
سابقه جوشکاری در کشور ما به سالها پیش بازمیگردد و میتوان استفاده گسترده از آن در صنعت نفت و احداث پالایشگاه آبان و ذوب آهن اصفهان را مثال زد. انواع روش جوشکاری در صنایع مختلف ممکن است تحت شرایط متفاوتی مانند خشکی یا حتی زیر آب انجام شود. هرکدام از انواع جوشکاری زیر آب یا در خشکی، اصول و قوانین خاص خود را دارد.
تاریخچه جوشکاری در ایران
چگونه جوشکاری کنیم؟ اتصالات و مفاهیم اولیه
انواع اتصالات از دیدگاههای مختلف دستهبندی میشوند. در یکی از این گروهبندیها، هر یک از اتصالات، در یکی از سه گروه اتصالات موقت، نیمهموقت یا دائم قرار میگیرند.
اتصالات موقت
اتصالاتی هستند که بهراحتی جدا میشوند مثل پیچ، مهره، خار، پین، قلاب. این اتصالات انواع بسیاری دارند که هر یک مزایا و معایب خود را دارد. ازجمله مزایای این روش، تعمیر اتصالات سازههای بزرگ مثل دکلهاست که جهت تعمیر، اجزا بهراحتی از هم جدا میشوند و نیازی به جابهجایی کل سازه نیست.
اتصالات نیمهموقت
این اتصالات بهراحتی از هم جدا نمیشوند، اما در صورت لزوم، با قدری زحمت میتوان آنها را از هم جدا کرد؛ مثل لحیم، پرچ و بعضی از چسبها.
اتصالات دائم
برای جداکردن این اتصالات یا باید قطعه را ببریم یا بشکنیم. جوشکاری مهمترین نوع اتصالات دائم محسوب میشود. همچنین بعضی از لحیمهای دیرذوب یا سخت نیز در دسته اتصالات دائم قرار میگیرند.
آشنایی با انواع اتصالات سازه های فولادی به شما کمک میکند تا بهترین روش اتصال را برای سازه مورد نظر خود انتخاب کنید.
اتصال توسط جوش کاری
به معنای اتصال مواد مختلفی که ممکن است همجنس نباشند و یا اینکه پوشش داشته باشند. به عنوان مثال اتصال ورقها مانند ورق گالوانیزه که تاثیر بسیاری نیز بر قیمت ورق گالوانیزه دارد.
بازسازی عیوب قطعات ریختگی یا ماشینکاری شده فرسوده و مستهلک
برخی قطعات مورد استفاده در صنایع مختلف مانند صنعت راهسازی، صنعت نفت، خودروسازی و راهآهن ممکن است به مرور زمان دچار استهلاک شوند. یک مثال در این رابطه میتواند غلتکهای خط ماشینهای ساخت اسلب باشد. این غلتکها بهمدت زیادی با مذاب فولاد سروکار دارند و از طرفی در تماس با سیستم خنککننده مثل آب هستند. درنتیجه امکان ترک ترک شدن سطح آنها وجود دارد.
ایجاد مواضع خاص با ویژگیهای موردنظر
در صنعت، قطعاتی ساخته میشوند که یک بخشی از آن مثل سطح یک لبه یا یک بخش خاص از آن باید خواصی جدا از بقیه قطعه داشته باشد. سوپاپ دود، بادامک و دریچه سدها مثالی از این قطعات است.
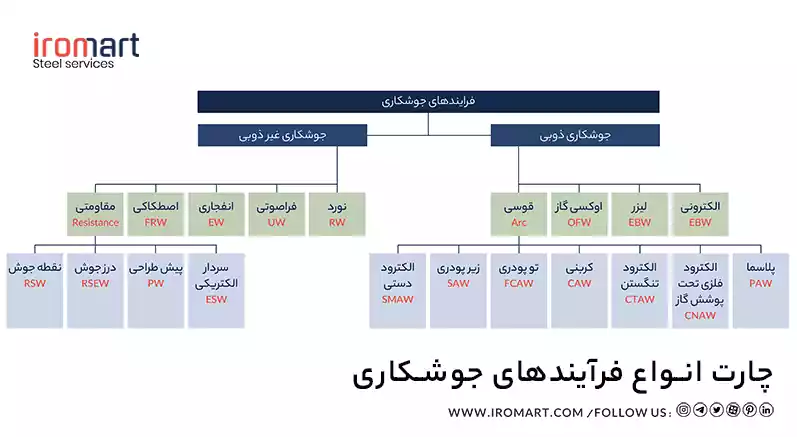
چارت انواع فرآیند جوشکاری
تعریف جوشکاری
جوشکاری، به انگلیسی Welding، از روشهای اتصالدهی بسیار پرکاربرد و دائمی فلزات است. در تعریف انواع روش جوشکاری ایدئال باید گفت جوشکاری به اتصالی اطلاق میشود که به هیچ طریقی نتوانیم آن را از قسمتهای دیگر قطعه تشخیص دهیم. چه بهلحاظ شیمیایی، چه مکانیکی و چه از لحاظ نظم اتمی!
در فرایند جوشکاری دو یا چند قطعه فلز را با استفاده از گرما، فشار یا هر دو به یکدیگر متصل می کنند تا پیوندی قوی و دائمی ایجاد کند. مواد قابل جوش عموماً شامل فلزات و ترموپلاستیکها هستند، اما جوشکاری مواد دیگری مانند چوب نیز امکانپذیر است.
فرایندهای مختلف جوشکاری در اکثر بخشهای صنعت جزء اصلی هستند و بنابراین، بیایید نحوه کار و اصول آنها را درک کنیم.
جوشکاری فرایندی با حرارت بالا است که مواد پایه را ذوب می کند. این همچنین عامل اصلی تمایز از لحیم کاری است که در آن فقط فلزات با مواد مذاب پر میشود و هیچ اتصالی شکل نمیگیرد.
جوشکاری با اتصال دو یا چند قطعه کار به یکدیگر در دمای بالا انجام می شود. گرما باعث ایجاد حوضچه جوشی از مواد مذاب می شود که پس از سردشدن به صورت یک تکه جامد درمیآید و جوش ایجاد می کند. جوش گاهی قویتر از بافت فلز اصلی است.
انواع مختلفی از جوشکاری وجود دارد، اما همه آنها شامل حرارت یا فشار برای ذوب فلزات برای ایجاد اتصالات جوشی هستند. منبع حرارت یا فشار ممکن است بسته به کاربرد و ماده مورد استفاده متفاوت باشد. فلزات با توجه به اصول جوشکاری آسان و ساده بهعنوان متداولترین مواد قابل جوش شناخته میشوند.
انواع روش جوشکاری تحتتأثیر عواملی مانند نیاز به ابزار اضافی خاص، گازهای محافظ، الکترودهای جوشکاری و مواد پرکننده متغیر است.
انواع روش جوشکاری صنعتی با تصویر
در یک دستهبندی کلی، عمل اتصال جوشکاری با دو مکانیزم اصلی فرایندهای جوشکاری ذوبی و غیرذوبی شناخته میشود. رعایت اصول جوشکاری در هر دوی این روشها الزامی است.
فرایندهای جوشکاری ذوبی
در این روش جوش کاری، به وسیله یک منبع حرارتی مثل شعله، قوس الکتریکی، اشعه، لیزر و غیره عمل ذوب روی بخشی از سطح اتفاق انجام میشود.
زمانی که منبع حرارتی را برمیداریم بخش مذاب در آن عمل انجماد رخ میدهد. انجماد یعنی دوباره منظمشدن اتمها و مولکولها در کنار هم و در اثر این اتفاق یک نیروی چسبندگی یا کشش بین اتمها به وجود میآید.
جهتگیری اتمها میتواند یکسان یا متفاوت باشد که تعیینکننده خواص مکانیکی جوش است. درنهایت این فرایندها موجب اتصال دو تکه به هم میشود.
هرچقدر بتوان فرایند پیشرفتهتری را در این روش ابداع کرد، منطقه کوچکتری ذوب شده، اتصال سریعتر برقرار میشود و وضعیت مطلوبتری از جوش، حاصل میشود.
جوشکاری ترمیت یکی از انواع جوشکاری ذوبی است که اغلب در اتصال ریلهای راه آهن کاربرد دارد. پیشنهاد میکنیم که فیلم جوشکاری ترمیت خطوط راه آهن را ببینید تا این فرایند را بهتر بشناسید.
جوشکاری ذوبی
فرایندهای جوشکاری غیر ذوبی
در فرایندهای جوشکاری حالت جامد یا انواع جوشکاری غیر ذوبی از طریق اعمال فشار و تغییر شکل، عمل اتصال انجام میشود. این روش، مخصوص فلزات نرم از جمله نقره، آلیاژهای مس و آلیاژهای آلومینیوم است و در دمای محیط هم این اتصال میتواند برقرار شود.
اما در مورد بعضی فلزات مثل فولاد شاید در دمای محیط خیلی راحت نتوان به این هدف رسید و باید قطعه را تا ۴۰۰ یا ۵۰۰ درجه انتیگراد گرم کرد و بعد این عمل را روی آن انجام داد. قدیمیترین روش جوشکاری مربوط به فرایند جوشکاری فورجی، جوشکاری پتکهای یا جوشکاری آهنگری است.
تکنیک سومی نیز وجود دارد که دیگر نام جوشکاری به آن اطلاق نمیشود. در اینجا لایه هوا و ناهمواریهای سطح به کمک ماده ثالثی پر میشود. یعنی این تکنیک اصراری بر ذوب شدن یا تحتفشار قرار دادن دو تکه ندارد، بلکه توسط پل واسطهای اتصال انجام میشود.
اگر پل واسطه فلزی باشد، همان لحیمکاری است و بسته به نقطه ذوب آلیاژ، به دو دسته لحیمکاری نرم یا زود ذوب و لحیمکاری سخت یا دیرذوب تقسیم میشود. در مقابل، پل واسطهی غیرفلزی شامل انواع چسبهاست.
در ادامه، به معرفی برترین روشهای جوشکاری میپردازیم.
جوشکاری غیر ذوبی
فرایندهای جوشکاری قوسی
وجه اشتراک انواع روش جوشکاری و فرایندهای قوسی، استفاده از انرژی الکتریکی است، بنابراین به توضیح مقدماتی در این رابطه میپردازیم.
تعریف قوس قوس الکتریکی پدیدهای است که ما در اطراف خود نیز آن را میبینیم. مثلا پدیده رعد و برق نوعی قوس الکتریکی است که بین دو لایه ابر به وجود میآید. همینطور جرقه ای که روی شمع اتومبیل زده میشود که به صورت موقتی است. به بیان دیگر تبدیل انرژی الکتریکی به انرژی نورانی و حرارتی را قوس مینامند؛ اگرچه این تعریف چندان هم دقیق نیست.
از قوس الکتریکی علاوه بر فرایند جوشکاری، در برش دادن هم استفاده میکند.
انواع قوس در جوش کاری
چند نوع قوس در انواع جوشکاری مطرح است. اکثر قوسها بین دو فلز ایجاد میشود که یکی از آنها الکترود و دیگری، قطعه کار نامیده میشود. یکی از این اجزا به قطب مثبت و دیگری به قطب منفی تبدیل شده و بین آنها قوس الکتریکی ایجاد میشود. به این حالت قوس مستقیم میگویند.
اما فرایند جوشکاری روی سرامیکها و ایجاد قوس به طریق بالا امکان پذیر نیست چرا که سرامیکها هادی جریان الکتریکی نیستند. بنابراین قوس بین دو الکترود ایجاد شده و بهصورت غیرمستقیم قطعه سرامیکی را ذوب یا خمیر کرده و یا برش میدهد.
قوس بین الکترود و قطعه کار را میتوان به دو دستهی الکترود مصرفی و الکترود غیرمصرفی تقسیمبندی کرد. در نوع الکترود مصرفی، حرارت قوس هم قطعه کار و هم الکترود جوش را ذوب میکند و منطقهی جوش، آمیزهای از هر دو فلز خواهد بود.
در الکترود غیرمصرفی، مثل الکترود تنگستن یا کربن، خود الکترود ذوب نمیشود و حرارت قوس صرفاً قطعه کار را ذوب میکند.
دمای قوس
دمای قوس الکتریکی بسیار بالاست و تمام فلزات زیر قوس الکتریکی ذوب شده، حتی ممکن است بخار شوند. اما این که دمای قوس چقدر باشد به عواملی از جمله محل ایجاد قوس، شدت جریان عبوری، جنس الکترود، جنس قطعه کار و جنس گاز محافظ بستگی دارد و معمولا مقداری متغیر بین ۴۰۰۰ تا ۲۰ هزار درجه کلوین دارد.
جوشکاری قوسی با الکترود دستی
فرایند جوشکاری قوسی با الکترود دستی (Shielded Metal Arc Welding)
در اصطلاح عامیانه به فرایند جوشکاری قوسی با الکترود دستی، جوش برق یا جوشکاری SMAW هم میگویند. (در صنعت، نام عامیانهی جوش برق به جوشکاری الکترود دستی و جوش گاز به جوشکاری اکسی استیلن اطلاق میشود).
فرایند جوشکاری برق، زیر مجموعهای از جوشکاری با انرژی الکتریکی و جوشکاری قوسی با محافظت سرباره است.
در صنعت کشور ما از کارگاههای کوچک تا کاربردهای آن در واحدهای بزرگ صنعتی، از این روش استفاده میکنند. در گذشته، جوشکاری با سیم فلزی لخت انجام میشد. اما پس از مدتی، ساخت الکترودهای پوشش دار جهت سهولت در جوشکاری با کیفیت بهتر مطرح شد.
صنعتگری سوئدی بنام اسکار جلبرگ، با فرو بردن سیم آهنی در ترکیب غلیظی از کربنات و سیلیکات و سپس خنک کردن آن، الکترود فلزی پ۰وشش دار را اختراع کرد؛ بههمیندلیل بحث پوشش الکترود مطرح شد و ترکیبات پوشش اهمیت پیدا کرد.
جوشکاری قوسی پلاسما یکی از انواع روشهای جوشکاری با الکترود دستی است که برای اتصال قطعات نازک مثل ورقهای آلومینیوم به هم استفاده میشود. برای استعلام قیمت ورق آلومینیوم کلیک کنید.
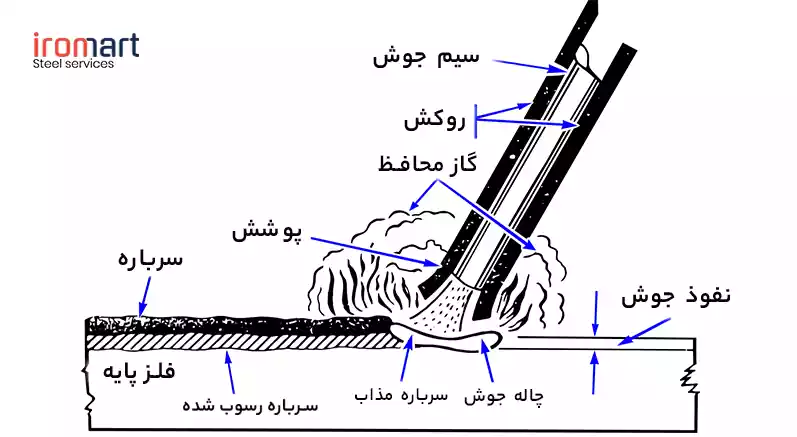
طراحی جوشکاری قوسی با الکترود دستی
تجهیزات جوشکاری
در این فرایند از هر چهار نوع مولد نیرو (دستگاه جوشکاری) یعنی ترانسفورماتور، رکتیفایر، دینام و موتور جوش استفاده میشود. محدوده جریان این فرایند بین ۵۰ تا ۳۰۰ آمپر است.
در موارد خیلی خاص و برای الکترودهای خیلی باریک نیاز به دستگاهی با جریان زیر ۵۰ آمپر داریم. نکته دیگری که در اینجا مطرح است سیکل تناوب است که در کاتالوگ دستگاه درج میشود. دستگاه جوش یا Power Source مهمترین بخش انواع جوشکاری است.
وسایل کمکی
وسایلی از قبیل کابل، گیره، انبر، برس، پیشبند، ماسک و غیره نیز اهمیت دارد؛ مثلاً ماسک، یک شیشه تار است که جلوی بخشی از امواج مضر برای چشم و پوست را میگیرد و بر اساس نوع الکترود، میزان آمپر و نوع فرایند درجه تاری آن تغییر میکند و معمولاً بهصورت نمره بیان میشود.
الکترودها بهطورکلی دو بخش هسته و پوشش دارند که هسته معمولاً از فلز و پوشش از مواد سرامیکی ساخته میشود. الکترودها بر اساس نوع پوشش به چند دسته تقسیم میشوند که می توان به الکترودهای سلولزی، روتیلی، روتیل قلیایی، اکسیدی، اسیدی و قلیایی اشاره کرد.
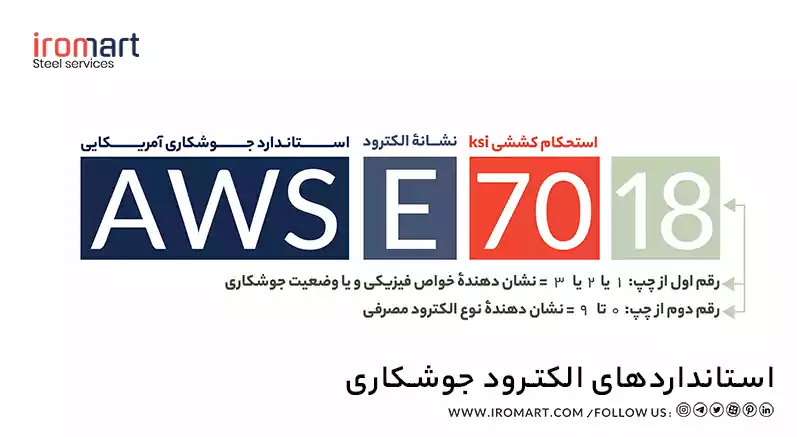
استانداردهای الکترود جوشکاری
استاندارد الکترودهای جوشکاری در کلاسهای استاندارد آلمان (DIN)، ژاپن (JIS)، اروپا (EN)، امریکا (AWS) و استاندارد بینالمللی (ISO) تقسیمبندی میشوند. استاندارد زیر مثالی از نحوه خوانش اینگونه استانداردها است.
درباره انتخاب نوع الکترود نیز باید به عوامل مختلفی ازجمله جنس قطعه که میتواند مربوط به ترکیب شیمیایی یا ریزساختاری قطعه شود، شرایط جوشکاری که شامل نوع تنش، میزان تنش، دما و خورندگی محیط، نوع جریان الکتریکی، وضعیت جوشکاری، اصول جوشکاری و همچنین سهولت کار و قیمت توجه داشت.
استانداردهای الکترود جوشکاری
مزایای جوش برق
محدودیت انواع حالات جوشکاری و محدودیت فضا و مکان در این روش وجود ندارد.
میتوانیم در کارگاه یا در محل دور افتاده بیابانی حتی این فرایند را انجام دهیم فقط کافیست دستگاه جوشکاری را عوض کنیم.
از قدرت مانور زیاد برای جوشکار حتی در طراحی قطعات با زوایای تنگ و بسته و جاهایی که دسترسی به محل جوش مشکل است، وجود دارد.
جوشکاری الکترود دستی نسبتا ارزان است.
محدودیتهای جوش برق
کیفیت جوش به مهارت جوشکار بستگی دارد.
مسئله تعویض الکترود علاوهبر تأخیر زیادی که در حین کار بهوجود میآورد، کیفیت جوش را از نظر یکنواختی زیر سوال میبرد.
بحث تمیزکردن سرباره و محبوسشدن آن در بخشهای داخلی جوش وجود دارد.
برای تمام فلزات و آلیاژها، الکترود مناسب آنها را نداریم؛ مثلاً برای جوشکاری تیتانیوم و منیزیم و آلیاژهای آن، الکترود متناسب وجود ندارد.
در برابر وزش باد حساس است.
محدودیت ضخامت قطعه نیز وجود دارد.
برای ازبینبردن این گونه محدودیتها در جوش کاری برق، بهخصوص در بحث تعویض الکترود، ابداعاتی صورت گرفته که میتوان به انواع روش های جوشکاری با الکترود دستی پوششدار مداوم، الکترود توپودری یا جوشکاری زیرپودری اشاره کرد.
جوشکاری زیر پودری (Submerged Arc Welding)
در جوشکاری زیرپودری یا جوشکاری SAW، فلز الکترود و مواد روانساز از یکدیگر جدا هستند. از یک کلاف سیم توپر استفاده شده و توسط قرقرههایی به سمت پایین و به طرف محل جوش حرکت داده میشود. کل مجموعه از داخل نازلی عبور میکند.که به جریان الکتریکی متصل است.
در این انواع روش جوشکاری، به منظور حذف فرایند تعویض الکترود، الکترود، بدون پوشش است و جایی که نیاز به پوشش باشد، از فلاکس داخل یک مخزن استفاده میشود.
در اثر حرارت قوس، بخشی از پودر فلاکس که روی کار ریخته شده است ذوب میشود. سپس سیم و قطعه کار هم ذوب شده و به این ترتیب عملیات جوشکاری انجام میشود. پوشیده شدن حوضچهی مذاب با این دانههای ریز و پودرها، موجب حفاظت حوضچه از طریق ایجاد یک سرباره میشود. این فرایند، جوشکاری قوس مخفی نیز نام دارد.
در مقاله آشنایی با انواع جوشکاری زیرپودری لوله، جزئیات بیشتری را در رابطه با این فرایند بخوانید.
جوشکاری زیر پودری
تجهیزات
ماشین جوش کاری (مولد نیرو از نوع ترانس و یا رکتیفایر) و سیستمهای کنترلکننده، تجهیزات اصلی این فرایند هستند.
سیستمهای کنترلکننده شامل:
سیستمهای الکترونیکی: از جمله سیستمهای تنظیم کننده آمپر، ولتاژ، سرعت راندن سیم و سرعت جوشکاری است.
سیستمهای مکانیکی: از جمله تنظیم کنندهی مسیر جوشکاری و مقدار اضافه شدن پودر محافظ میباشد.
مزایای جوشکاری SAW
فرایند، بهطور کلی ماشینی و اتوماتیک است. این مسئله چندین مزیت دارد:
عوامل وابسته به جوشکار از جمله مهارت و کاهش کیفیت کار ناشی از خستگی فردی از بین میرود.
بحث تعویض الکترود همانطور که قبلا گفتیم در این روش حذف شده است و این خود باعث ایجاد یکنواختی جوش، هم از نظر ظاهری و هم از نظر کیفیت شده و سرعت کار نیز بهطور محسوسی بالا میرود.
با توجه به اینکه قوس مخفی است، مضرات ناشی از عوارض نور قوس برای چشم و پوست حذف میشود. علاوه بر این حساسیت جوشکاری در برابر وزش باد نیز ناچیز است.
محدودیتهای جوشکاری SAW
مخفی بودن قوس که باعث عدم بررسی و مشاهده لحظهای جوش کار از مسیر و روند جوشکاری میشود.
محدودیت در وضعیت جوشکاری با توجه به ماهیت فرایند و عدم استفاده از این روش برای جوشکاریهای قائم و بالای سر
بالا بودن هزینه تمامشده تجهیزات و دستگاهها که البته بعضا میتواند مزیت و گاها محدودیت محسوب شود.
عمده کاربردهای جوش SAW
از فرایند جوش كاری قوس زیرپودری بیشتر برای جوشكاری صنعتی قطعات ضخیم، خط جوشهای طویل مثل صنایع لولهسازی، کشتیسازی، جوشکاری اسکلتهای فلزی و ساخت مخازن استفاده میشود. یکی از کاربردهای متداول جوشکاری زیرپودری در ساخت لوله است.
طراحی جوشکاری زیر پودری
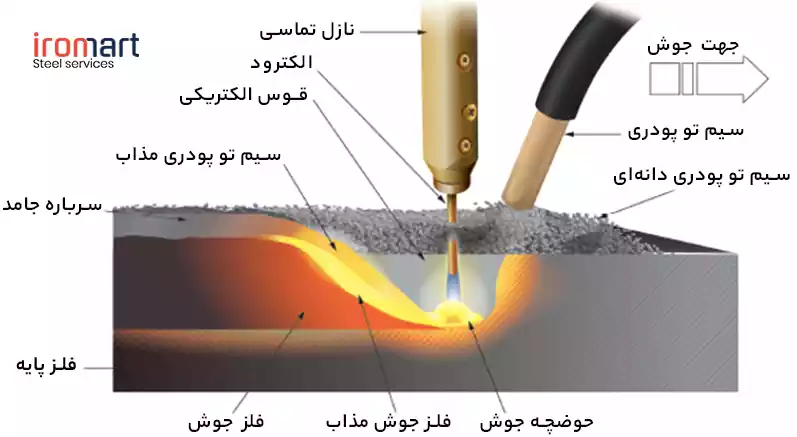
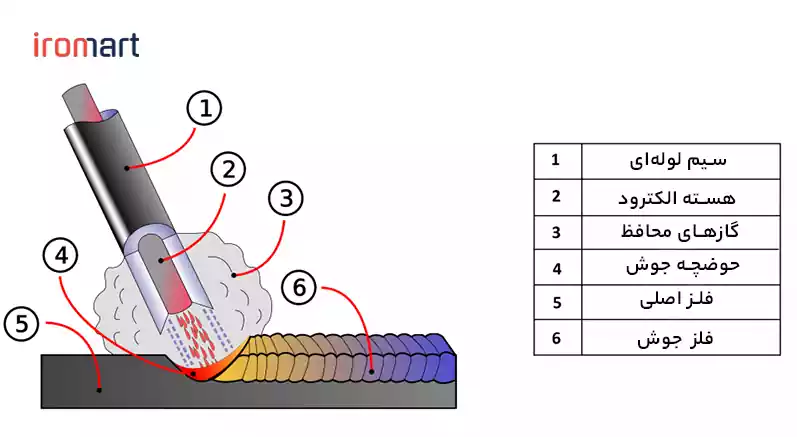
جوشکاری قوسی تو پودری (FCAW)
این نوع از روشهای جوشکاری، مشابه جوشکاری زیرپودری است با این تفاوت که در آن پودر داخل سیم جوش قرار میگیرد. در این روش دیگر نیاز به تعویض الکتروئد نیست. از طرفی، سرعت بالاتری نسبت به روش قبل دارد. از معایب جوشکاری توپودری، نیاز به تجهیزات گران قیمت و پیچیده است.
جوشکاری قوسی تو پودری
طراحی جوشکاری قوسی تو پودری
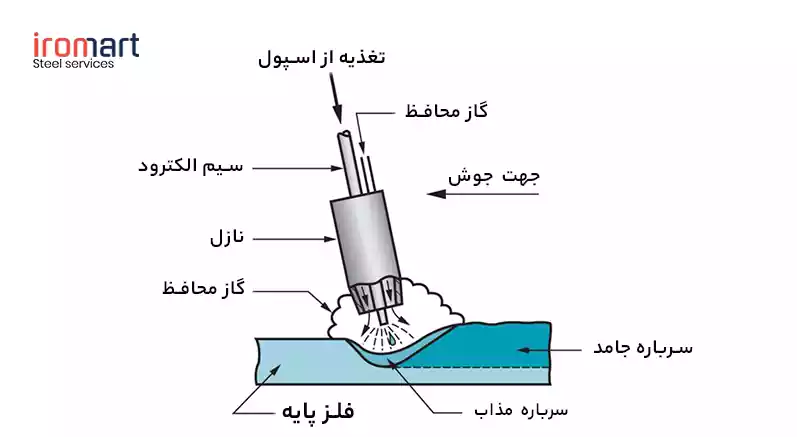
جوشکاری قوس با گاز محافظ (Gas Metal Arc Welding)
در فرایند جوش کاری قوسی با الکترود مصرفی تحت پوشش گاز محافظ، از الکترود بدون پوشش و برای محافظت از حوضچه مذاب جوشکاری، از یک گاز كم اثر یا بیاثر در فضای قوس و اطراف حوضچه مذاب استفاده میشود. گاز محافظ از طریق كپسول و لولههای انتقال به آرامی به اطراف قوس هدایت شده و حفاظت مناسب را ایجاد میكند.
در این فرایند که با نام جوشکاری GMAW نیز شناخته میشود، چنانچه از گاز محافظ خنثی یا بیاثر مثل گاز آرگون یا هلیوم استفاده شود (بهخصوص برای فلزاتی که در مقابل اتمسفر حساسیت بالایی دارند از جمله آلومینیوم و فولاد زنگ نزن) به آن جوشکاری MIG (میگ) میگویند.
در صورتی که از گاز نیمهفعال مانند CO۲ استفاده شود، جوشکاری MAG (مگ) نامیده میشود. بنابراین جوشکاری co2 زیرمجموعه جوشکاری MAG است.
جوشکاری قوس با گاز محافظ
تجهیزات
تجهیزات کلی و جانبی این فرایند نیز مانند فرایندهای قبلی جوشکاری قوسی است با این تفاوت که به یک سیستم تأمین گاز محافظ نیز نیاز داریم. گاز محافظ از کپسول به كمك رگلاتور و شیلنگ به مشعل جوشکاری منتقل میشود.
دبی سنج، شلنگ هدایتکننده و یک هیتر بهمنظور تبدیل CO۲ مایع درون کپسول به گاز، از سایر تجهیزات سیستم تأمینکننده گاز محسوب میشود.
علاوه بر این موارد نیز به یک سیستم خنککننده (مبرد) نیاز است که میتواند هوا باشد یا سیستمی شبیه به رادیاتور ماشین و استفاده از آب به منظور خنک کردن محل جوش. مجموعهی نگهدارندهی الکترود، سیستم خنککننده، نازل ترموستات و گاز محافظ در مشعل تفنگی (Gun torch) قرار دارند.
مزایای GMAW
محدودیت مربوط به حالتهای جوشکاری، تعویض الکترود و تمیزکردن سرباره وجود ندارد.
دامنه کاربرد وسیع است و برای انواع فلزات و آلیاژها را میتوان از این روش بهره برد. برای مثال برای جوشکاری آلومینیوم، تیتانیوم و منیزیم باید از روش جوشکاری MIG استفاده کرد.
محدودیتهای GMAW
از عیوب این روش میتوان به گرانبودن تجهیزات آن، حساسیت بالا به وزش باد و همچنین سریع سردشدن منطقه حوضچه مذاب اشاره کرد.
عمده کاربردها
این نوع جوشكاری بهدلیل تداوم جوشکاری و عدم توقف ناشی از تعویض الكترود بهصورت اتومات و با استفاده از رباتها در صنایع مختلف مثل اتومبیلسازی، واگنسازی، كشتیسازی و سایر سازههای فلزی كاربرد وسیعی دارد.
طراحی جوشکاری قوس با گاز محافظ
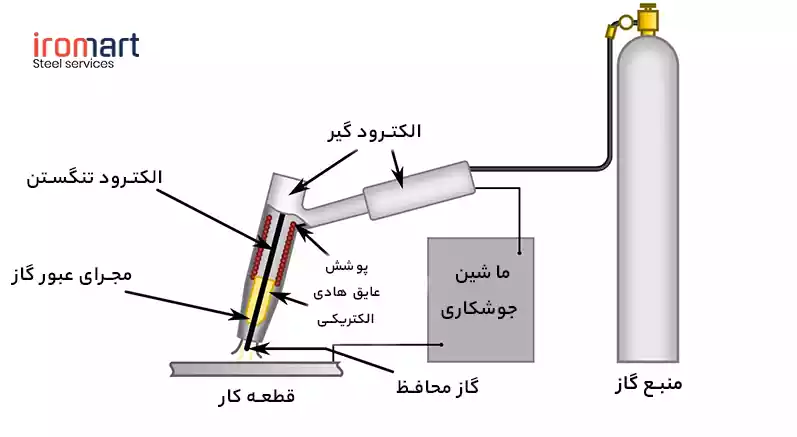
فرایند جوشکاری قوس با الکترود تنگستن و گاز خنثی (Tungsten Inert Gas)
این فرایند با عنوان جوشکاری آرگون یا جوشکاری تیگ نیز معروف است. باید گفت که این یک غلط رایج است؛ چون در آن میتوان از گاز هلیم یا مخلوطی از هلیم و آرگون نیز استفاده کرد. این فرایند معمولاً برای جوشکاریهای حساس که کیفیت بالایی مدنظر است کاربرد دارد.
جوشکاری TIG یکی دیگر از فرایندهای جوشکاری قوسی است كه در آن قوس بین الكترود غیرمصرفی دیرذوب تنگستن و قطعه كار برقرار میشود و باعث ذوب فلز پایه و ایجاد حوضچه مذاب روی قطعه كار میشود. مشاهده فیلم آموزش جوشکاری تیگ میتواند به شما در درک بهتر این فرایند کمک کند.
جوشکاری قوس با الکترود تنگستن و گاز خنثی
تجهیزات TIG
دقیقاً مشابه روش جوشکاری میگ است با این تفاوت که الکترود مورد استفاده، الکترود غیرمصرفی دیرذوب تنگستن است.
مزایای TIG
جوشکاری ارگون بصورت هر سه نوع دستی، نیمهاتوماتیک و اتوماتیک قابل انجام است.
فرایندی نسبتاً تمیز است؛ بهاینمعنا که دود و سربارهای وجود ندارد، و همچنین فلز جوش عاری از هرگونه ناخالصی و آخال است چرا که در اینجا هیچ ترکیبی بین گاز و مذاب وجود ندارد و محافظت بهخوبی انجام شده و ترکیب آلیاژی نهایی جوش کاملاً کنترلشده است.
از دیگر مزایای این فرایند، تمرکز حرارت بالا و دمای بالای قوس است که باعث افزایش کاربرد برای فلزات با هدایت حرارتی بالا میشود.
استقلال منبع حرارتی از فلز پرکننده و بالعکس نیز موجب تغییر میزان رسوب در نقاط مختلف جوش میشود.
محدودیتهای TIG
گرانبودن تجهیزات و دستگاهها، بحث مسائل ایمنی بهصورت شدیدتر و حساسیت بالا در برابر جریان باد از محدودیتهای این روش جوشکاری است.
عمده کاربردها
صنایع موشکی و کاربردهای نظامی و تعمیرات برخی نیروگاهها، جوشکاری آلومینیوم، مس، تیتانیوم، منیزیم و فولادهای زنگنزن، کاربردهای مربوط به صنایع غذا و دارو که کیفیت و حساسیت بالا مدنظر است، از جمله استفادههای این روش بهشمارمیروند.
طراحی جوشکاری قوس با الکترود تنگستن و گاز خنثی
جوشكار اكسی استیلن (Oxy-Fuel Gas Welding)
جوشکاری اکسی استیلن یکی از متداولترین انواع فرایندهای جوشکاری در صنعت ایران محسوب میشود و در بین جوشکارهای سنتی به نام جوش کاربید یا جوشکاری کاربیت نیز شناخته میشود.
این فرایند، از نظر تعداد واحدهایی که از آن استفاده میکنند در رتبه دوم و از نظر حجم و تناژ تولید محصولات با این روش در رتبه چهارم یا پنجم قرار دارد؛ چون این روش بیشتر مورد استفاده برای کاربردهای ظریف است.
جوشكاری اكسی استیلن فرایندی است که از انرژی حرارتی ناشی از سوختن یک گاز سوختنی مثل استیلن برای ذوب کردن درز اتصال و سیم جوش فلزی بدون روپوش استفاده میشود.
در كپسولها، گاز اکسیژن و استیلن بهصورت فشرده وجود دارد. فشار گازها توسط رگلاتورها کاهش یافته و تنظیم میشود و از طریق دو شیلنگ لاستیکی به طرف مشعل هدایت میشوند.
علاوه بر سهراهی و رگلاتور، شیر یک طرفه نیز در مسیر گازها نصب میشود تا مانع از برگشت گاز و شعله به طرف کپسول شود.
جوشكار اكسی استیلن
تجهیزات
سیستم تأمین گاز اکسیژن شامل سیلندر گاز اکسیژن، رگلاتور، و شیلنگی که گاز را به سمت مشعل هدایت میکند.
سیستم تأمین گاز استیلن که به دو حالت استفاده از کپسول (سیلندر) گاز و یا استفاده از مولد گاز استیلن در دسترس است.
مزایا
این فرایند به جریان برق نیاز ندارد و جاهایی که دسترسی به برق نداریم، بهترین گزینه محسوب میشود.
تجهیرات این فرایند را میتوان برای لحیمکاری و نیز سختکاری نیز مورد استفاده قرار داد. از طرفی این تجهیزات ارزان و قابل حمل است و علیرغم دقت کم در حین انجام این فرایند، به دلیل توجیه اقتصادی، بیشترین استفاده را در بین انواع روشهای جوشکاری دارد.
محدودیتی بهلحاظ وضعیت جوشکاری وجود ندارد.
محدودیتها
تمرکز حرارت بسیار پایین، غیریکنواخت و پراکنده.
محدودیت بیشینه ضخامت قطعات تا محدوده ۳-۵ میلیمتر. البته جوشکاری قطعات ضخیم با صرف انرژی و زمان زیاد امکانپذیر است.
محدودیت جنس قطعهی فلزی و آلیاژی در این روش وجود دارد. به همین دلیل برای فلزاتی که بسیار حساس و فعال بوده و قابل اشتعال یا بخارشدن باشند، مثل منیزیم یا تیتانیوم اصلاً مناسب نیست.
جزو خطرناکترین فرایندها محسوب شده و امکان انفجار و آتشسوزی وجود دارد.
عمده کاربردها
در طیف وسیعی از کاربردهای خرد از جمله صافکاری خودرو تا کاربردهای کلان واحدهای صنعتی، لولهکشی و تعمیرات سایر فرایندهای جوش کاری دارد.
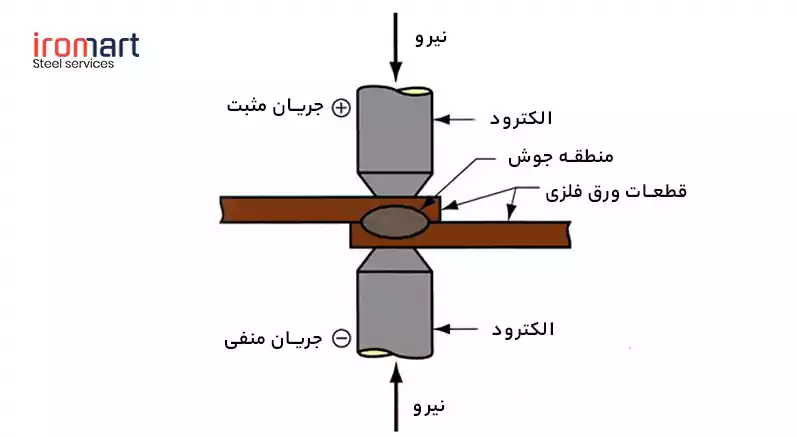
این دسته از فرایندها که با نام جوشکاری ERW نیز شناخته میشوند، از انرژی الکتریکی (البته بدون وجود قوس الکتریکی) استفاده میکنند.
در این فرایند، جریان الکتریکی از یک مقاومت عبور میکند و بر اساس قوانین الکتریکی، حرارت ایجادشده موضع مورد نظر را گرم و خمیری و حتی ذوب میکند و عمل جوشکاری به این صورت انجام میشود. درواقع اتصال دو سطح در اثر حرارت ناشی از اعمال جریان الکتریکی و فشار مکانیکی بهصورت همزمان ایجاد میشود.
بالا بودن مقاومت الکتریکی و عبور جریان الکتریسیته در محل تماس دو سطح، بر اساس قوانین الکتریکی، حرارت ایجاد میکند. با این کار، موضع مورد نظر را گرم، خمیری و حتی ذوب شده و عمل جوشکاری انجام میشود.
سپس فشار لازم نیز از طریق الکترودها به محل اتصال وارد میشود و فصل مشترك که در اثر عبور جریان برق با آمپر زیاد خمیری شده را در هم ادغام میکند.
اجرای جوشکاری مقاومتی از سرعت بالایی برخوردار است و در این فرایند از ماده مصرفی مثل سیم جوش یا الکترود مصرفی استفاده نمیشود. همچنین فرایند جوشکاری مقاومتی از قابلیت اتوماسیون بالایی برخوردار است.
جوشکاری مقاومتی
تجهیزات
ترانس و الکترود دو بخش اصلی این فرایند محسوب میشود و همچون فرایندهای پیشین، مواد مصرفی نداریم.
مزایا
راندمان بالا به دلیل تمرکز حرارتی بالا علیرغم وجود شعله و گرمای خارجی
عدم وجود مواد مصرفی
ایمنی بالا و نبود مشکلاتی در رابطه با اشعه، برق گرفتگی و مشکلات تنفسی
محدودیتها
در این فرایند جوشکاری، محدودیت بیشینه ضخامت مطرح است و تنها مناسب قطعات با ضخامت کمتر از ۵ میلیمتر است.
جنس فلز قطعه کار نیز اهمیت دارد و برای فلزاتی که ویژگیهای زیر را دارند این روش مناسب نیست:
مقاومت الکتریکی پایینی دارند، از جمله آلومینیوم.
خاصیت سختیپذیری بالایی دارند مثل فولاد پر کربن و فولاد آلیاژی.
دارای پوشش است.
طراحی جوشکاری مقاومتی
عمده کاربردها
برای جوشکاری ورقهای بسیار نازک و متوسط عملکرد خوبی دارد. فرایند جوش کاری مقاومتی در صنایع خودروسازی، کابینتسازی و لوازم خانگی کاربرد وسیعی دارد.
در ویدئو زیر فیلم جوشکاری مقاومتی را مشاهده کنید.
در این مطلب از انواع روشهای جوشکاری گفتیم. در وبلاگ آیرومارت همچنین میتوانید موارد دیگری مانند جوشکاری ورق گالوانیزه، جوشکاری ترمیت خطوط راه آهن، اثر شدت جریان بر کیفیت جوشکاری تیگ و بسیاری مطالب دیگر در رابطه با انواع حالتهای جوشکاری را بخوانید.
برای دریافت اطلاعات دقیق درباره قیمت آهن آلات و دسترسی راحت به آن یکی از دغدغههای مخاطبان بازار آهن است. سایت آیرومارت بهعنوان مرجعی قابل اطمینان برای دریافت آخرین قیمتهای قیمت آهن آلات ازجمله قیمت میلگرد به آدرس iromart.com در اختیار شماست. میتوانید با مراجعه به سایت آیرومارت و قیمت امروز آهن سایر برندها را ببینید.
شرکت نفت آهن پاسارگاد با برند تجاری آیرومارت، با بیش از سه دهه تجربه در بازار آهنآلات در زمینه فروش آنلاین آهن آلات بهترین انتخاب شما برای خرید آهن آلات است.
همچنین میتوانید درباره خرید انواع آهن آلات با شماره ۰۲۱۴۵۳۰۶ تماس بگیرید و از راهنماییهای دقیق و مشاوره همکاران باتجربه ما در آیرومارت بهرهمند شوید. همچنین آیرومارت پس از ارائه مشاورههای لازم و اطلاعات دقیق درباره قیمت روز ورق عرشه فولادی و ویژگیهای هر محصول موردنظر شما خدماتی ازجمله باربری، انبارداری مدرن و خمکاری و برشکاری ورق را ارائه میدهد.
با سلام
به طور کلی از منابع متعددی برای این مطلب استفاده شد اما کامل ترین منبعی که اصول اولیه جوشکاری را در اختیار شما میگذاره کتاب principles of welding نوشته ی .robert w. messeler, jr هستش
سلام وقت شما بخیر.
جوشکاری قوس الکتریکی به روشهای مختلفی انجام میشه که در مقالهای جدا تمام روشهای اون رو بررسی کردیم. بر روی لینک کلیک بفرمایید.
کاربرد جوش قوسی در هر روش با دیگری متفاوته.